
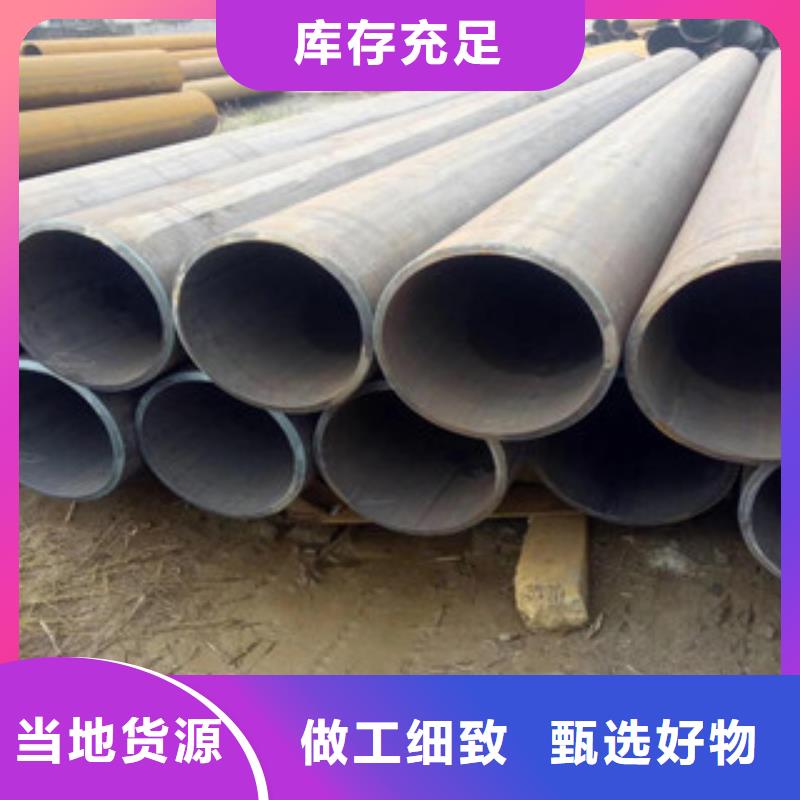
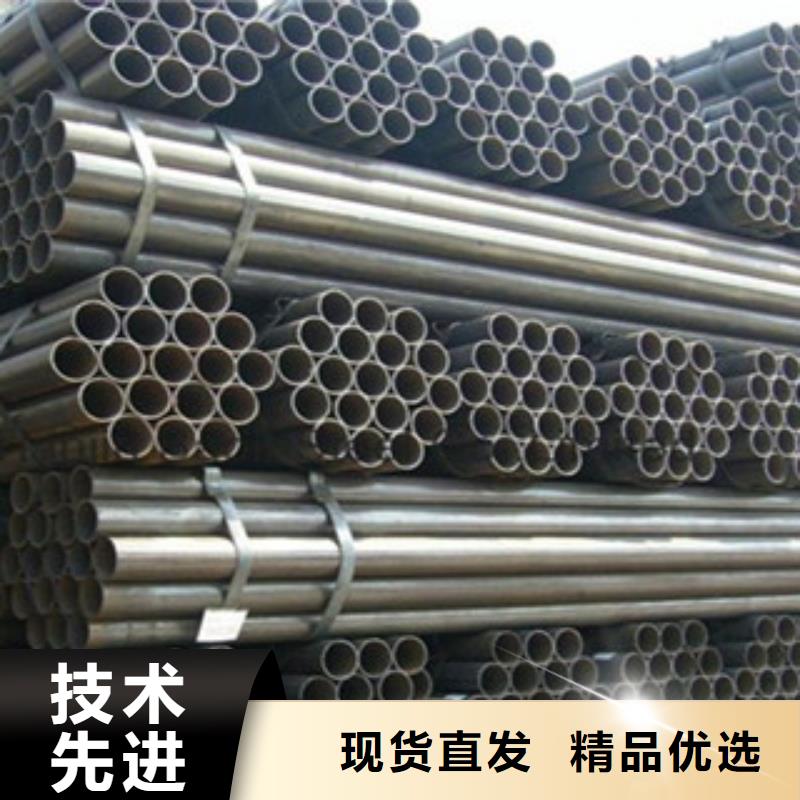
我们的直缝管有缝流体管现货产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:直缝管有缝流体管现货的图文介绍


液体输送运用:自来水工程的连接管道,石化工业等一般流体输送,化工液体输送,农田水利灌溉,城市排污建设等液体输送用。工程建设运用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
我国建设大直缝焊管机组需解决的问题选择合适的工艺:
从几种大直缝焊管工艺的比较和世界上大直缝焊管技术的发展分析,UOE机组是目前世界上生产高强度管线钢管最主要的直缝埋弧焊管机组,其生产能力大,产品质量好。世界上发达 都建有这种机组。我国是钢铁大国,又是油气管线钢管用量大的 ,十分需要建设1~2套具有世界先进水平的UOE机组,生产高质量的油气输送管线用钢管。此外,也可以建设2~3套如C压力成型、排辊连续成型(CFE)等其他直缝埋弧焊管机组,这些焊管机组产量虽低些,但投资少,建设快,灵活性好,产品质量好,适应市场能力较强。大小机组互补,这样才能适应我国管道工业的发展管线钢管将逐步以直缝埋弧焊管为主,目前的螺旋焊管市场逐步转变为直缝焊管市场。由此可见,建设大直缝焊管机组将具有很好的前景。
确定合理的产业布局



钢兴钢管 有限公司生产的 湖北黄石合金钢管,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。



直缝焊管的成型质量的控制:
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力消除后变形不能全部消除,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生最小的拉伸,不至于产生残余变形。
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力消除后变形不能全部消除,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生最小的拉伸,不至于产生残余变形。



JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持最小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持最小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。