

以下是:焊管无缝钢管购买的是放心的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 100000吨 |
| 运费说明 | 电议 |
| 最小起订 | 0 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | Q345 Q235等 |
| 产品品牌 | 鹏鑫 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 原色 |
| 适用领域 | 机械等 |
| 是否进口 | 否 |
以下是:焊管无缝钢管购买的是放心的图文视频



【导语】:焊管无缝钢管购买的是放心_鹏鑫钢铁有限公司,固定:15106358106,移动:15106358106,联系人:李经理,QQ:595117986,聊城山东聊城经济开发区武夷山路到上海市 徐汇区、黄浦区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区 到 上海市徐汇区。 上海市,徐汇区 徐汇境内徐家汇是上海市西南部的城市副中心。徐汇是上海较早基本完成旧区改造的中心城区之一。徐汇重点发展信息技术、现代生物医药、纳米新材料等高新技术产业,形成区工业电子信息业和生物医药业发展的产业规模。
我们的现场实拍视频将带您走进焊管无缝钢管购买的是放心产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:焊管无缝钢管购买的是放心的图文介绍


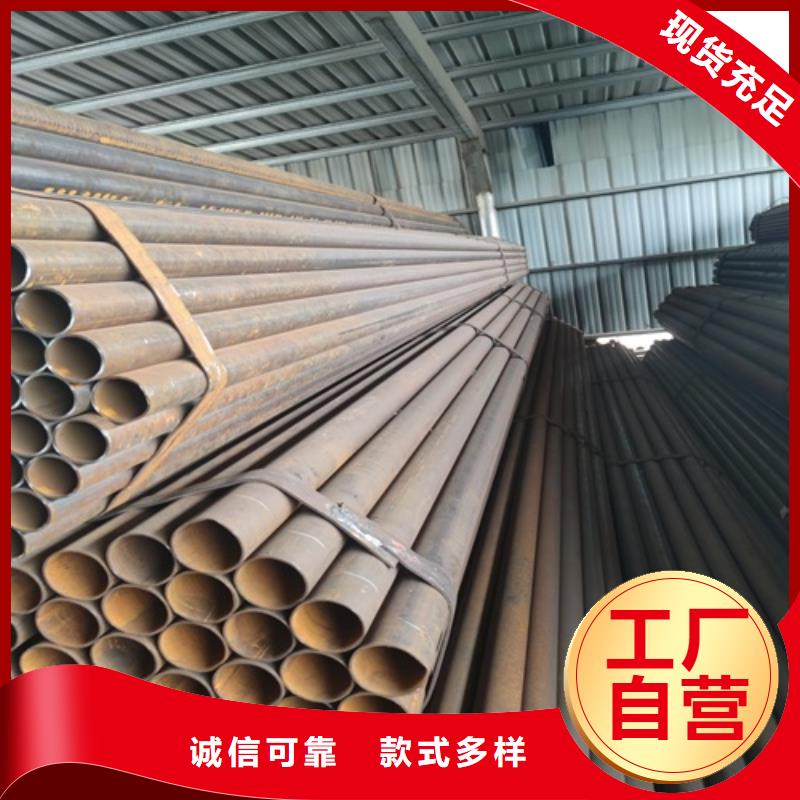
焊管的分类:一般焊管、直缝焊管、螺旋焊管 一般焊管 用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,一般焊管用来输送低压流体。 直缝焊管 生产简单,生产效率高,成本低,发展较快。 规格:Φ21.3-457.2*1.8-14 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。 A.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材 B.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。 规格:Φ219-2320*6-22 标准: GB/T3091-1993(低压流体输送用镀锌焊接钢管)其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊接钢管)其代表材质为:Q235A级钢。 GB/T14291-1992(矿用流体输送焊接钢管)其代表材质Q235A级钢。 GB/T12770-1991(机械结构用不锈钢焊接钢管)其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管)代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等



对待客户鹏鑫钢铁有限公司执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 上海徐汇无缝钢管品牌。



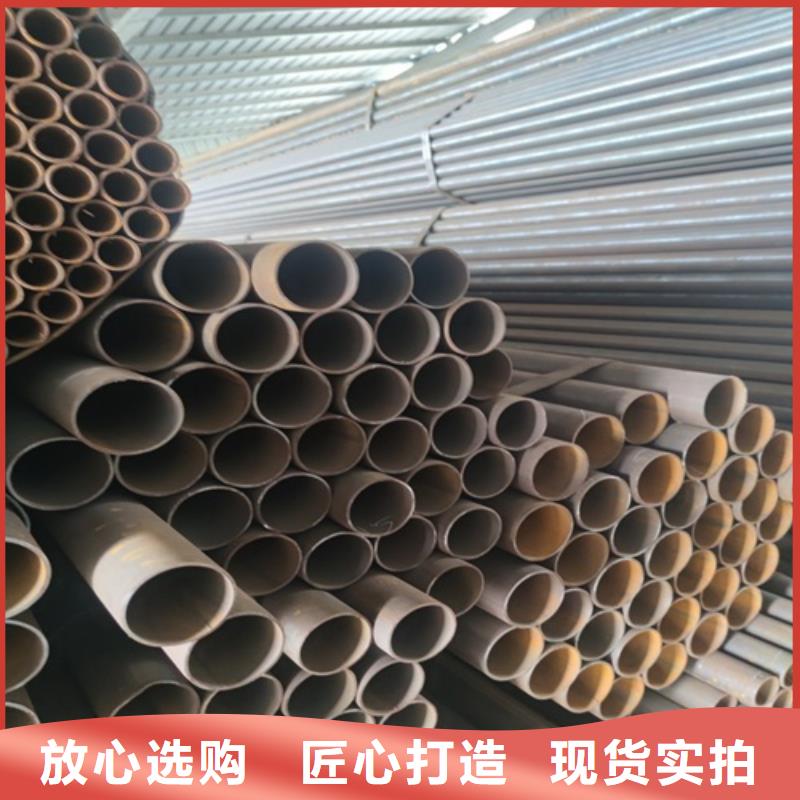
Q345B焊管的安装和使用质量要求 一、Q345B焊管使用前的施工准备 管道沟应挖好,管道井砌砖完毕,需要的各种型号Q345B焊管到位,所需要的各种各样的工具,包括电焊机、切割机、电锤、磨光机等准备齐全,只有做好一系列的准备工作才能开始安装。 二、Q345B焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 三、使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。



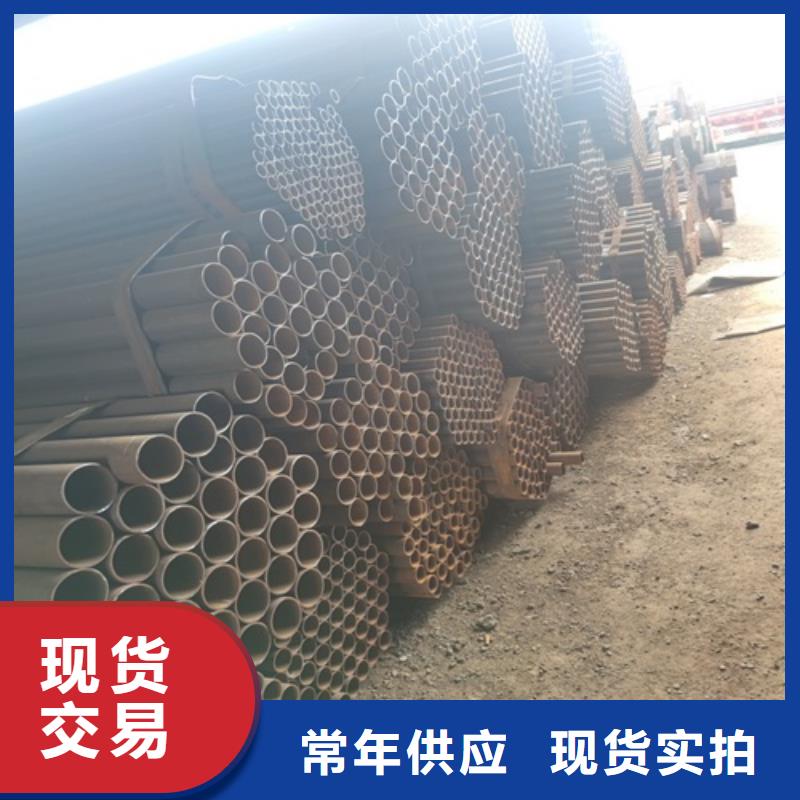
焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。


焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不清除的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。



【总结】:联系人:李经理,:15106358106,鹏鑫钢铁有限公司在上海市徐汇区本地专业从事焊管无缝钢管购买的是放心,上海市徐汇区各个县市以及周边城市均可提供送货上门服务!










