




不要犹豫,点击播放我们的钢板合金管保质保量产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:钢板合金管保质保量的图文介绍

但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要消除残余应力。扩径可消除残余应力,但是残余应力很难完全消除,焊趾处的残余应力也就不可能消除。为了预防在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要消除残余应力。扩径可消除残余应力,但是残余应力很难完全消除,焊趾处的残余应力也就不可能消除。为了预防在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



我公司拥有一支精干的科技创新队伍,一整套强有力的科学管理体系,“以科技求创新、以质量求生存”,增强质量意识,力求企业的长期发展,多年来,深受广大用户的好评。我公司主营 贵州贵阳酸洗钝化无缝管,先进的生产设备,品质的原材料,完善的质量保证体系和及时的售后服务是我们对每一个客户的承诺。我公司致力于将生产管理、、科研等工作与国际接轨,以良好的信誉,周到的服务,高标准的产品质量与每位客户建立起长期、愉快、真诚的合作关系。



2、高抗冲击性能比:复合耐磨板介绍
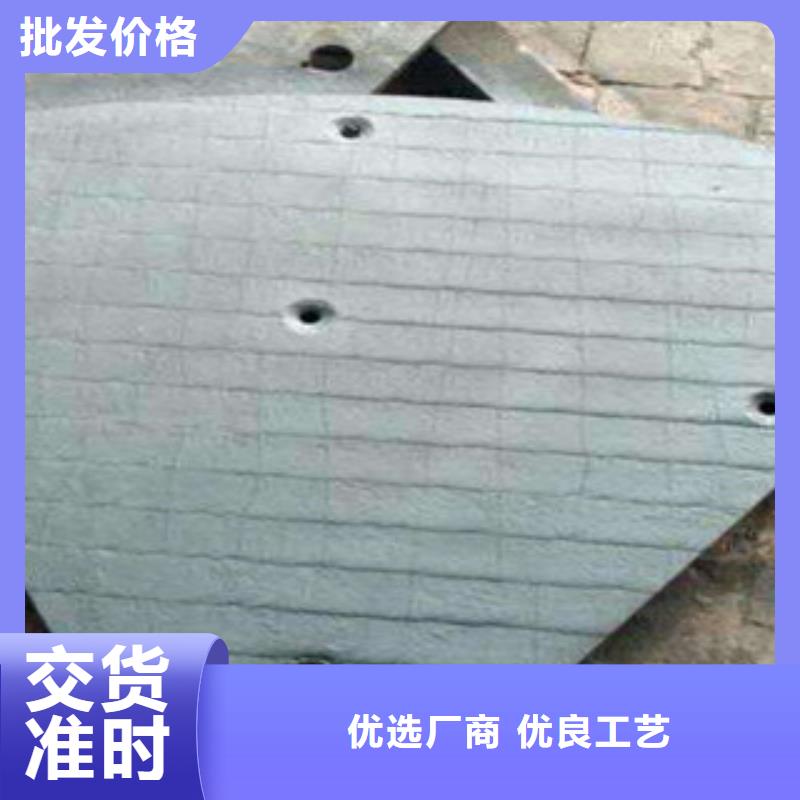
由于母材采用Q235A软钢基板,表面采用了碳化铬多元素耐磨堆焊复合超硬材料。充分体现了复合材料既有超常耐磨性又有抗冲击韧性的双重优点。这是铸态耐磨材料所不及的。(传统铸件抗冲击性较差,较脆易断裂)
3、方便加工性能比:
维修工可以任意的按现场尺寸下料成型(等离子切割),很方便的把耐磨钢板拼焊在磨损机件表面(碳钢面),也可以加工成沉孔用螺栓连接在构件上。也可以向内冷弯曲成型如:耐磨管道、除尘弯头、各种异型天圆地方等板材构件。(铸件耐磨板是不可以用焊接方法装配的,铸钢也难铸出大面积耐磨板材,另外传统铸件都很笨重,因为防止变形都设计有加强筋)
由于母材采用Q235A软钢基板,表面采用了碳化铬多元素耐磨堆焊复合超硬材料。充分体现了复合材料既有超常耐磨性又有抗冲击韧性的双重优点。这是铸态耐磨材料所不及的。(传统铸件抗冲击性较差,较脆易断裂)
3、方便加工性能比:
维修工可以任意的按现场尺寸下料成型(等离子切割),很方便的把耐磨钢板拼焊在磨损机件表面(碳钢面),也可以加工成沉孔用螺栓连接在构件上。也可以向内冷弯曲成型如:耐磨管道、除尘弯头、各种异型天圆地方等板材构件。(铸件耐磨板是不可以用焊接方法装配的,铸钢也难铸出大面积耐磨板材,另外传统铸件都很笨重,因为防止变形都设计有加强筋)


