




为了给您提供更全面的直缝管【直缝钢管】源头厂源头货产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
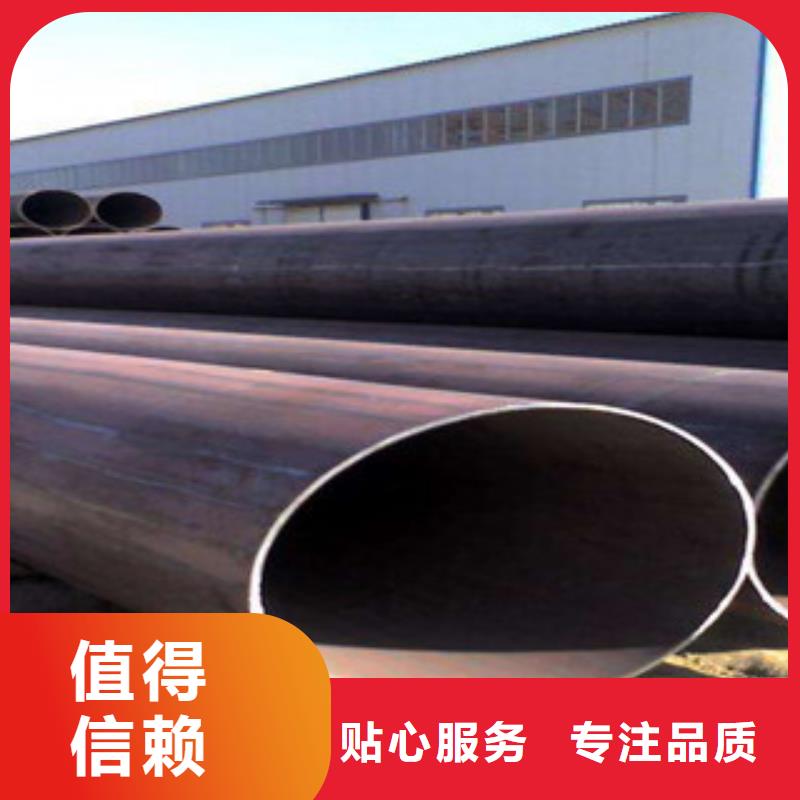
以下是:直缝管【直缝钢管】源头厂源头货的图文介绍
钢兴钢管 有限公司坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 辽宁抚顺合金钢管和管理水平为客户提供满意 辽宁抚顺合金钢管产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。




直缝焊管阶段成型法:阶段成型法是纵向由一系列成对孔型辊组成的成型法。它还可以按管坯横向成型特点分类和按管坯纵向成型特点分类。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为最小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为最小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。


影响大直径直缝埋弧焊管全长机械扩径质量的因素有很多,其中与扩径成型质量直接相关的关键因素有扩径率、轴向重叠量、扇形块的数目和边缘圆角、扇形块与钢管内壁间的摩擦与润滑、钢管的形状误差、扩胀速度以及扩径机的矫直设置等。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。


