



联系我们

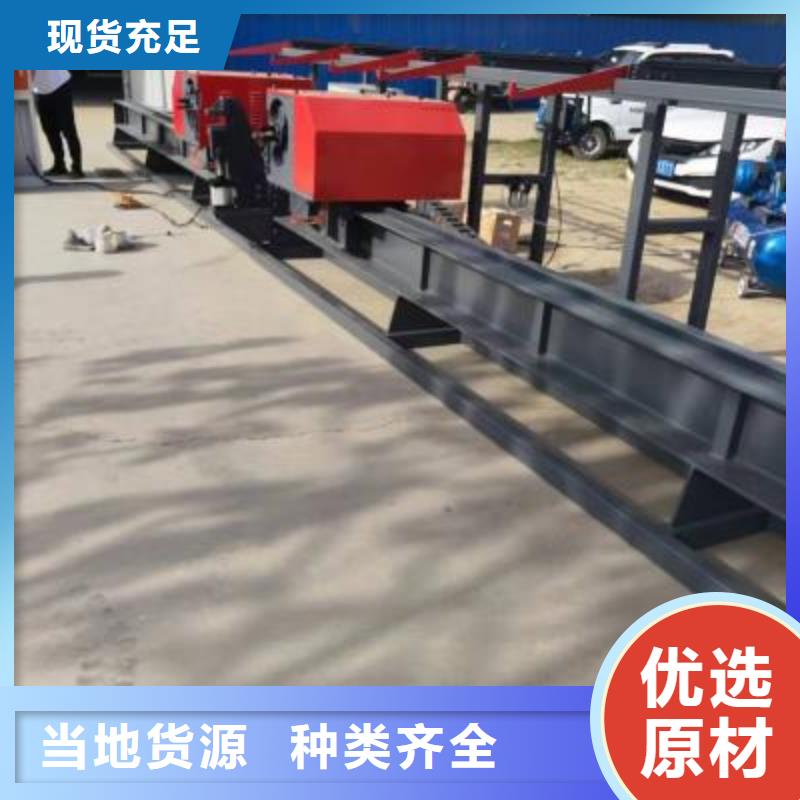
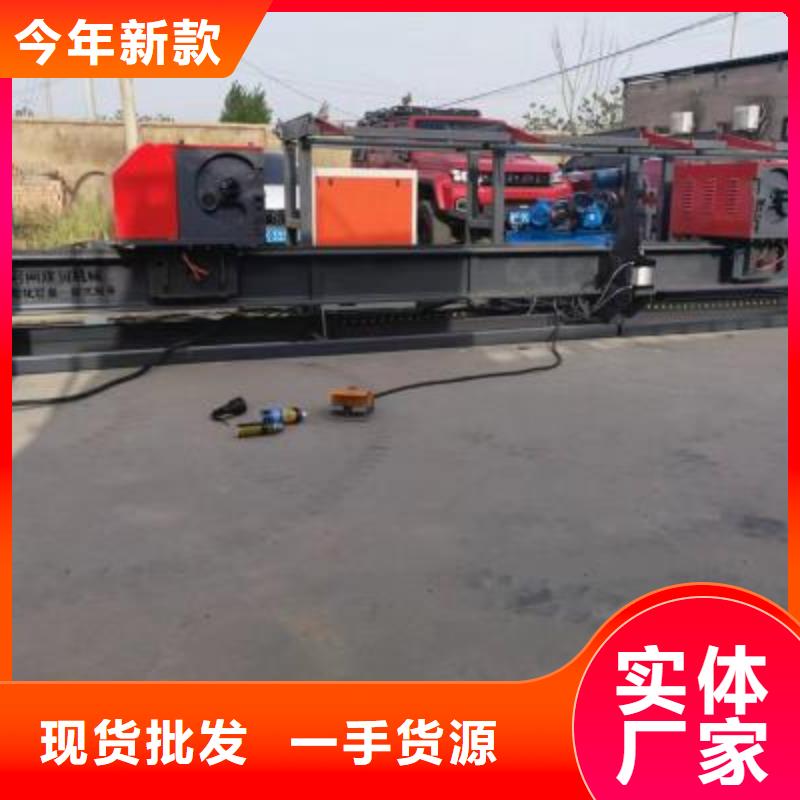
2机头数控钢筋弯曲中心按需定制
更新时间:2025-03-13 19:49:14 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 66000/台 |
| 发货期限 | 24h |
| 供货总量 | 99 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品颜色 | 红色 |
| 质保时间 | 一年 |
| 品牌 | 河南建贸 |
| 产品名称 | 数控钢筋弯曲中心 |




二产品特点:
1钢筋套丝工艺实现了自动化生产提高了套丝生产设备的自动化程度并减少劳动力
2节约场地:该套丝设备可与钢筋剪切锯切设备连线钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋存
3减少人工:该设备操作人员只需要一个人就可完成操作无需吊装和搬运线体直接运输
4提高效率:最短时间实现从原材料到两端套丝半成品 5保证品质:上下工序紧密衔接及时发现异常并纠正
6操作简单:设备配备人性化的操作程序可选择性作业操作极其简单
7模块设备:该设备有镦粗和套丝两个关键部套组合同时这两个部套可以拆分开做为独立设备单使用
应按机械铭牌规定换标 限制直径并调换相应的芯轴.这样才能正常运行严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人.弯曲好的半成品应堆放整齐弯钩不得朝上.转盘换向时必须在停稳后进行.这个是非常重要的数控钢筋弯曲中心在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。操作的过程中要熟悉倒顺开关控制工作盘额旋转方向,钢筋放置要和挡架、工作盘旋转方向相配合,不得放反。如果需要改变工作盘的方向必须在停机以后进行,即从正转—停—反转,不允许直接从正转—反转或从反转—正转。
特点一:12C实用经济型数控弯曲中心采用全进口德国和日本(PLC)控制及进口伺服(CNC)电机驱动,自动完成钢筋定尺、调直、切断、弯箍,快速、省人、省料、省地;特点二:进口(PLC)控制和伺服电机传动,噪音小,生产率高并可在狭窄区域作业。特点三:先锋12C型弯箍机设计非常先进可处理单线直径为5~13,双线直径为 5~10的光圆冷轧及热轧钢筋用户并可选购钢筋的防扭转配置(拥有 );特点四:实现全自动不间断的弯曲成形加工流程。设备以盘条钢筋为原料,能够连续生产,原料基本没有浪费;.控制电脑可以存储很多种不同曲线,自动进行箍筋的成形,简便而且快速;数控钢筋弯箍机占地面积很小,节省了大量的空间;伺服电机传动,尺寸非常准确、噪音很小,省电;具有生产任务批处理与生产统计功能,大大提高了生产效率,便于管理;6.可代替 10-15 名工人生产效率。

外形尺寸 12000X2180X1560(mm)整机一体化的结构,转运方便,无需固定,全机械传动式结构,噪音小,维修方便,机电一体化设计,控制模块先进,机头移动机构内置于箱体内的集成化设计,结构紧凑,工作面呈垂直状,上料、下料操作方便安全,容易测量工件尺寸;设备具有测试功能,实现弯曲钢筋时无废料产生;可实现双向自动弯曲钢筋,
弯曲钢筋 直径为32。
整机一体化的结构,转运方便,安装调试快捷;
刹车锁紧机构采用 8 个气动进行刹车,稳定性高,确保成型精度;
控制系统采用高性能进口 PLC 和高清触摸屏,操作便捷,反应灵敏;
弯曲模具与弯曲轴套采用特殊钢材并热处理,耐磨性高,使用寿命长久;
行走轨道采用高精度齿轮齿条传动,定齿更准确 噪音小;
一次性弯曲多根钢筋,生产效率高;
滚动式上料平台,可承载大量原材料,上下料方便 省力;
屏幕图形经编辑下载后,自动显示原材料的下料长度,便于操作人员操作;
生产效率高,平均每日加工量 6800 根;
双独立机头,工作更高效,自由定尺,细节 改造;

基本选好合适的平整场地后,按需要搭建大棚,并拉好安全电源。右侧2个机头 逆时针转 左侧3个机头 顺时针转去氧化皮,校直延伸,弯曲成型,切断多种工艺单机一体化,能直接制做多种尺寸多种规格的箍筋 弯箍机是对钢筋作业的一种加工工具。弯箍机是弯曲机的一种延深。能更好的加工成规定的角度,模型。弯箍机基本分成半自动弯箍机和全自动弯箍机 。弯箍一体机是弯箍机的升级改进产品,在加工,调直的基础上,增多切割功能,大提升了设 产动力等级。每小时*快达到1500个,弯好箍筋整齐,可根据顾客的需要。弯箍一体机通过全智能高集成控制实现了从钢筋送料弯曲不相同的角度例方形 长方形 梯形箍筋及板筋。
全自动五机头钢筋弯箍机主要有进口PLC控制能同时工作,五个弯曲主机可以同时弯曲多跟钢筋,大大上升功率等级,可大大环比降低人工劳动强度。长期用于高速公路、高铁、核电站、建筑钢筋配送中间等领域。
 咸宁2机头数控钢筋弯曲中心按需
<咸宁>建贸机械设备有限公司
咸宁2机头数控钢筋弯曲中心按需
<咸宁>建贸机械设备有限公司
全自动数控钢筋弯曲中心为了克服钢板剪切后翘曲严重的问题,将两台剪板机剪刃倾角减小到1.50,这样剪切力至少加大一倍。与上述标准机架上方有两根窄横梁不同,本次设计我们将承受全部剪切负荷的机架上方横梁合并为一根。为不增加或尽量少增加主液压缸直径,两个主液压缸被布置于机架上横梁偏于喂料入口一侧,即在工作台正上方一侧。这与液压剪板机的主液压缸均卷板机置于机架上方两根窄横梁之间是不同的。这样液压缸推力作用线就移到喂料一侧,即剪切位置处于后偏心轴与液压缸推力作用线之间。主液压缸与上刀刃或下刀刃等零部件的相对位置。故两主液压缸总推力比剪切力小许多。主液压缸直径可以不增加或少增加,从而保证主液压缸与液压系统都有相对较低的造价。
二机头数控钢筋弯曲中心