




我们的数控锯切套丝打磨生产线服务为先产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:数控锯切套丝打磨生产线服务为先的图文介绍


a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



建贸机械 有限公司崇尚“创造价值、合作共赢、持续发展”的经营理念,引进大批高技术人才和管理人才,以提高公司的知识架构和管理水平,从而增加 江苏泰州智能压浆产品的科技含量,确保 江苏泰州智能压浆产品种类推陈出新。公司立志以专业的生产技术和产业优势,凭借越的品质,完善的服务,便捷的交通,快速及时的物流系统在业界赢得良好的口碑,经受 江苏泰州智能压浆市场的考验,赢在中国,走向世界。



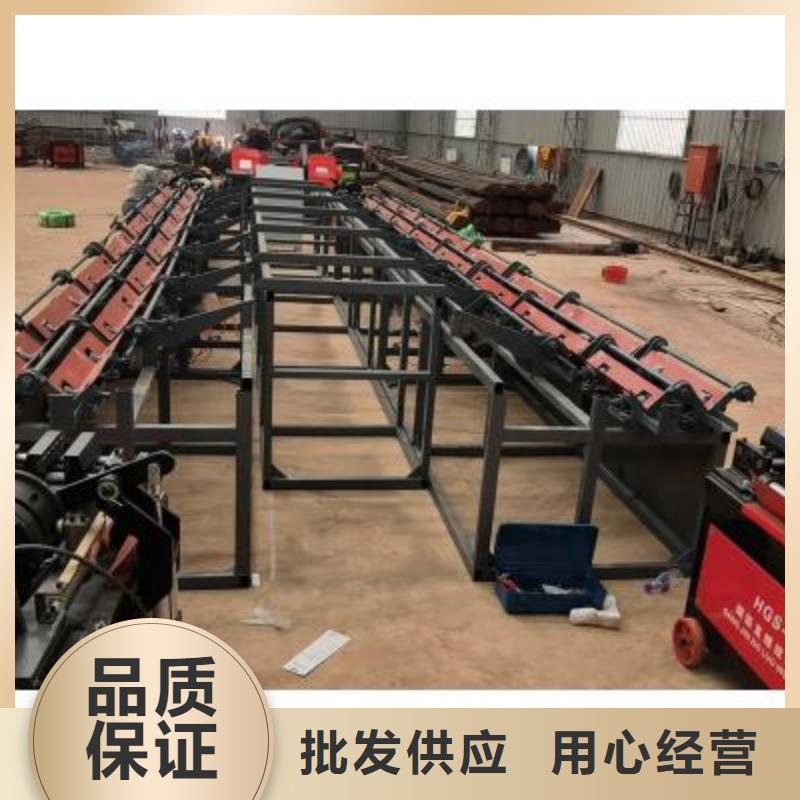
河南建贸机械有限公司钢筋带锯床下料锯床型号
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。



江苏泰州钢筋锯切. 墩粗 .套丝 ,打磨工艺实现了自动化生产。提高了江苏泰州套丝生产线设备的自动化程度并减少劳动力。 节约场地;套丝设备可与钢筋剪切锯切设备。钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备。不需要占用场地存放钢筋。减少人工;该设备操作人员只需要一个人就可完成炒作。无须吊装和搬运线体直接运输。提高效率;短时间实现从原材料到两端套丝半成品。保证品质。上下工序紧密衔接。及时发现异常并纠正。操作简单;设备配备人性化的操作程序。可选择性作业。同时这两个部套可以拆分开作为独立设备单独使用。先进的伺服控制系统。锯切。套丝精度高。全自动液压钢筋镦粗机采用先进液压系统和电动结构,新产品、新技术,只需按上一个电源按扭,整体镦粗工作一次性完成,加工精度高,质量保证。钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大提高接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于建筑、路桥、高铁、电站要求较高的工程;操作简单方便,省时省力。