

我们为您准备了不锈钢无缝管不锈钢焊管供货及时产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:不锈钢无缝管不锈钢焊管供货及时的图文介绍
万宇金属材料有限公司 生产出的各类 江苏苏州不锈钢板304系列产品,产品包括: 江苏苏州不锈钢板304等。公司秉承“服务大众,不断创新,合作共赢”的经营理念。坚持 “服务di yi,顾客至上;质量di yi,环保至上”的经营理念和您共同发展。万宇金属材料有限公司始终将诚信作为公司核心的经营理念,诚信也同样铸就了公司的现在和未来。多年来,我司注重把企业诚信文化建设与企业发展管理相结合,建立健全公司诚信体系。因此,莫艺的每一份产品都承载着企业对您的责任,用真诚创造效益。



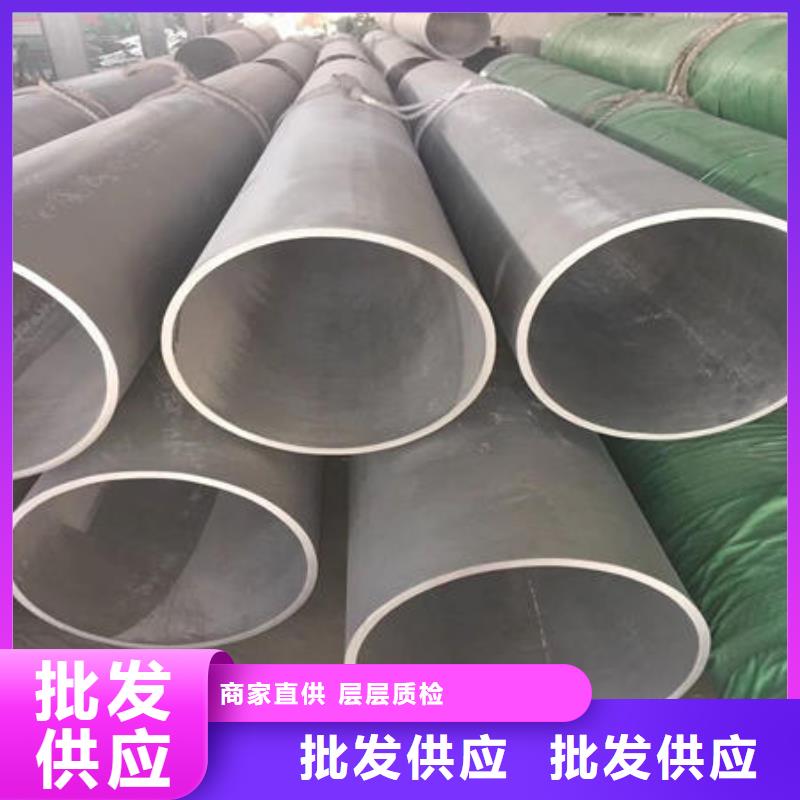
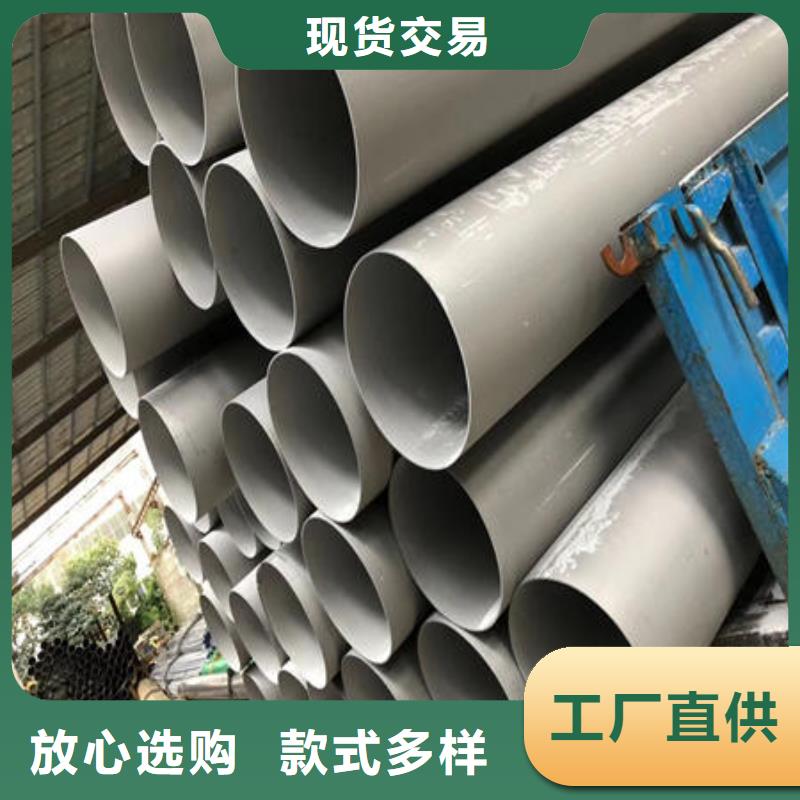
不锈钢无缝管的制造工艺热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。






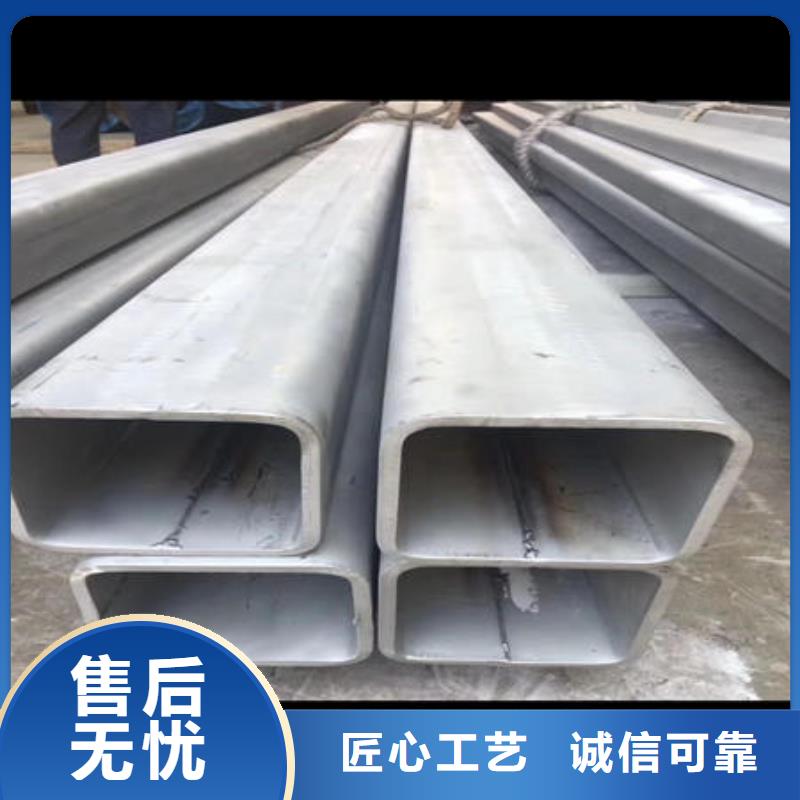
无缝钢管的生产是需要进行冷拔技术的,那么在冷拔的过程中可能会出现一些缺陷,冷拔时无缝钢管出现缺陷的具体原因是什么呢?无缝钢管的管料和中间管的质量不合格,而且几何尺寸也不符合要求,纵向和横向壁厚严重不均,弯曲度和椭圆度过大,化学成分不相容,力学性能不和。不遵守拔制无缝钢管前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等;没有遵守拔管过程的操作规程。表现在无缝钢管中心线和拔制不一致、拔管模安装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太大、芯棒送进不及时等;拔管模和芯棒的质量不好,包括光洁度差、硬度和强度低、尺寸不合、硬质合金模的镶装不正确等;拔管机失修。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。



45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。 45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)