




2、X、Y向导轨均为专业导轨,导轨面无进给运动的摩擦阻力,无低速爬行现象,提高机床精度寿命;
3、X、Y三个方向进给采用知名品牌的高精度高强度滚珠丝杠,进给速度高,机床的定位精度高;
4、X、Y方向导轨、丝杠都采用密闭防护,保证丝杠及导轨的清洁,确保机床的传动及运动精度;
5、机床外防护采用全封闭结构设计,安全可靠;可选用半防护结构。
6、机床操作系统采用人体工程学原理设计,操作方便;


1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。



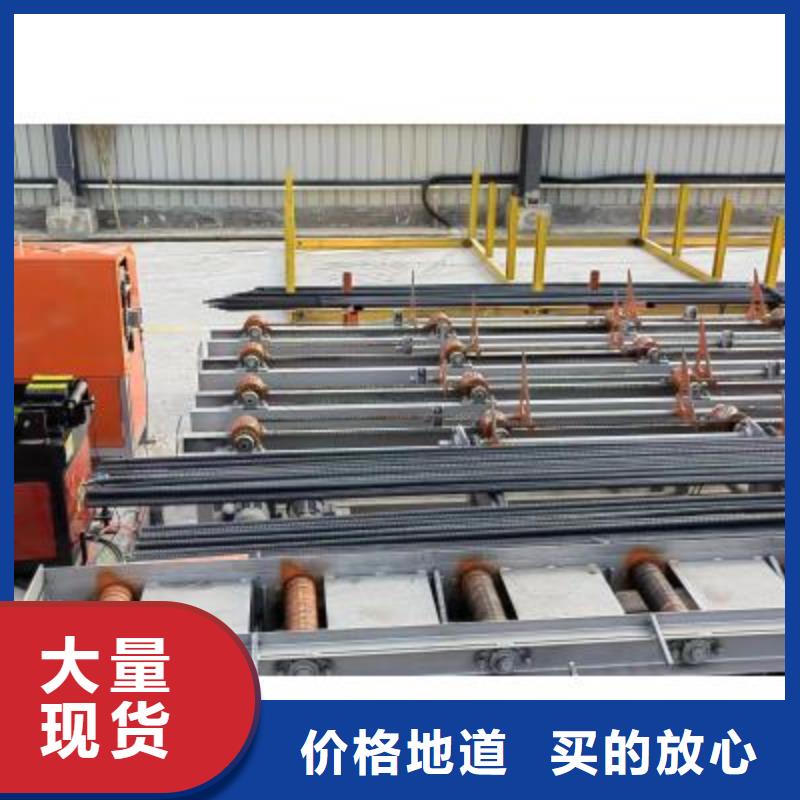
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。安全度高、人工劳动强度低、整体效率高。



建贸机械 有限公司拥有 陕西商洛智能压浆销售人员和技术人才,更好的为广大用户推荐适合自己企业的 陕西商洛智能压浆产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造陕西商洛可靠的 陕西商洛智能压浆供应商。



金属带锯床的保养如何做好
为维持锯床的良好状态,需要对金属带锯床定期做维护。每日工作完毕后,将聚集于机器上的铁屑清除干净。使锯带停止转动,打开冷却水开关,利用冷却水喷枪清洗工作台。清除完毕后,将锯降到最下方的位置。
一、每日的保养操作金属带锯床前,依据下列程序进行检查:1.检查液压油表,液压油量是否超过L红线?当液压油低于L红线时,就需要加入适量的32号抗磨液压油,过红线上即可;2.检查冷却液水表,是否超过红线,宁波金属带锯床,当冷却水低于L红线时,需要加入适当的冷却水液;3.检查锯带是否位于左右锯带轮上与前后钨钢导片之间;4.检查钢丝刷是否位于锯齿根部;5.对床台活动钳导轨加机械油;6.对送料床台浮动钳导轨加机械油。
二、每月的保养
1.张力滑块注油嘴用油枪注入润滑脂
2.被动轮注油嘴用油枪注入润滑脂
3.主动轮注油嘴用油枪注入润滑脂
4.钢刷传动座注油嘴用油枪注入润滑脂
5.齿轮箱2个注油嘴用油枪注入润滑脂
三、六个月的保养
新金属带锯床在***使用6个月,为使锯床保持良好运行状态,请更换:齿轮箱内齿轮油和液压油箱液压油。
四、每年的保养
金属带锯床在使用一年,为使锯床保持良好运行状态,请更换:齿轮箱内齿轮油和液压油箱液压油。



