


联系我们

钢筋笼滚笼机优惠多-河南建贸机械
更新时间:2025-02-12 05:43:35 浏览次数:2 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
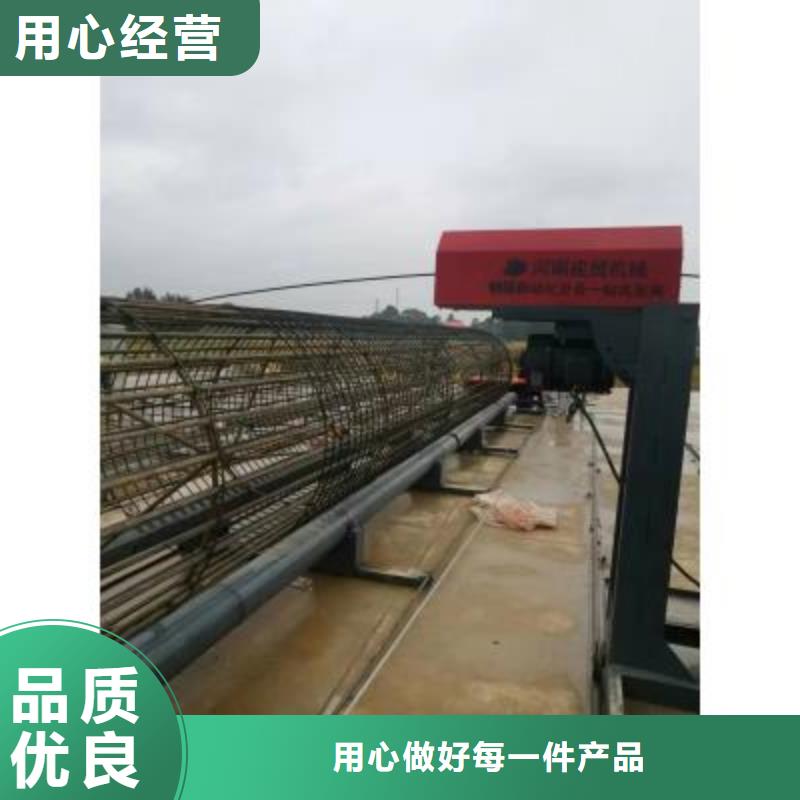
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |





<大连>建贸机械设备有限公司
钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,给客户提供***的售后服务, 时间为客户安装设备, 时间为客户解决问题。
绕线机模块化的基本原理是将绕线机主体、控制系统和外部配置部件,全部按功能和结构分解为一些基本单元模块,然后按客户的需求进行组合配置后售出,以满足不同的市场需求。工业设备的模块化设计,其思想和实践已有多年的历史。在日常生活中,也可以看到很多模块化工业及民用产品的广泛应用。
售后服务:使用我公司产品品质可靠,服务周到、快捷。我们郑重承诺:保修壹年,终身服务。若产品在使用过程中出现故障,在、传真和E-mail等手段都无法解决时,我公司将派专业技术人员在省内于36小时、省外48小时内到达现场予以解决,使用户的损失减少到 。
 大连钢筋笼滚笼机多-河南建贸机械
大连钢筋笼滚笼机多-河南建贸机械
钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。

箍筋缠绕及焊接钢筋安装利用箍筋盘,通过调直机构,把箍筋端部与主筋连接,移动盘转动前移,通过控制台设定好的转速与移动速度,进行箍筋缠绕及间距控制。箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动手,也可直接人工焊接。6、相邻钢筋笼对接以、二节钢筋笼连接为例,当节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,大连钢筋笼绕筋机停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。7、加劲箍圈的制作与安装加劲箍圈采用自动弯箍机进行加工。加劲箍圈安装分为两步,步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。

钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。