



<宝鸡>神悦钢材有限公司46710
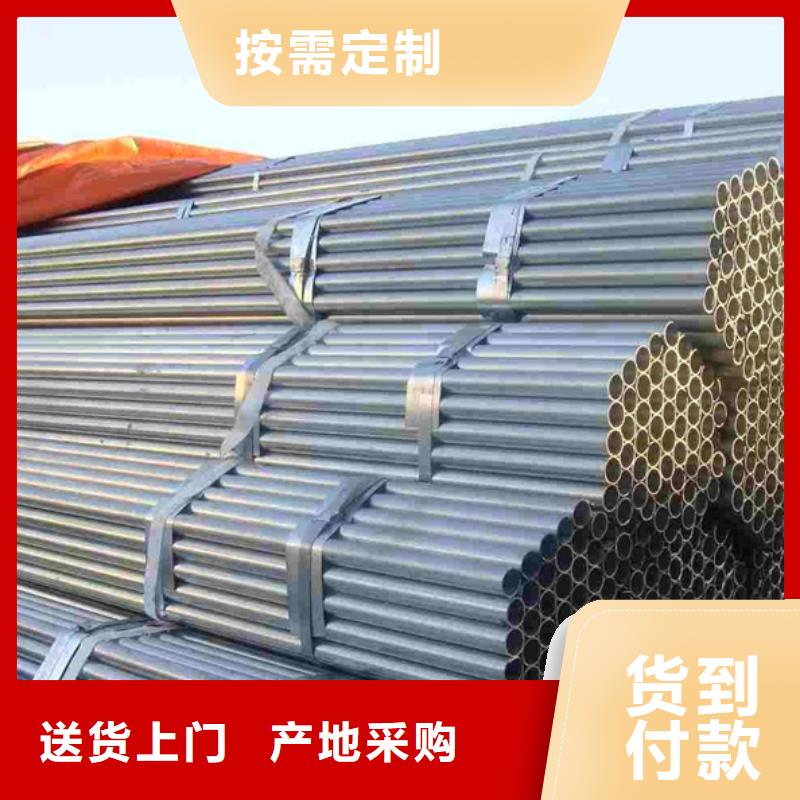
宝鸡镀锌无缝管的工作压力指标不是一个固定值,而是要根据镀锌无缝管的实际活动而变化。 以下是镀锌无缝管工作压力指标的定义类别:当工作压力P<7Mpa时,该指标为S=8; 当7<镀锌无缝管工作压力P<17.5时,该指标为S=6; 当工作压力P>17.5时,该指标为S=4。 以上就是一般镀锌无缝管验收负担的主要进展和主要计算方法。 只要镀锌无缝管的验收工作压力继续提高,其特性就会得到充分发挥。 宝鸡镀锌管在生产过程中,如果生产工艺不合理,机器参数设置不当,就会出现偏差,尤其是大口径友发镀锌管,也就是常说的错边现象。友发镀锌管反面 对于生产后出现反面的友发镀锌管,处理方案如下:将反面位置修平,然后进行补焊。如果经常出现错误的一面,只能更换设备。友发镀锌管出现反面后,分析反面的原因是非常有必要的。以下是错误一侧的常见原因。钢带的弯度是造成钢管错位的重要因素。在螺旋焊管的成型过程中,钢带的弯度会不断地改变成型角度,从而导致焊缝间隙的变化,从而导致开孔、错位甚至重叠。
宝鸡镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。 宝鸡Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。

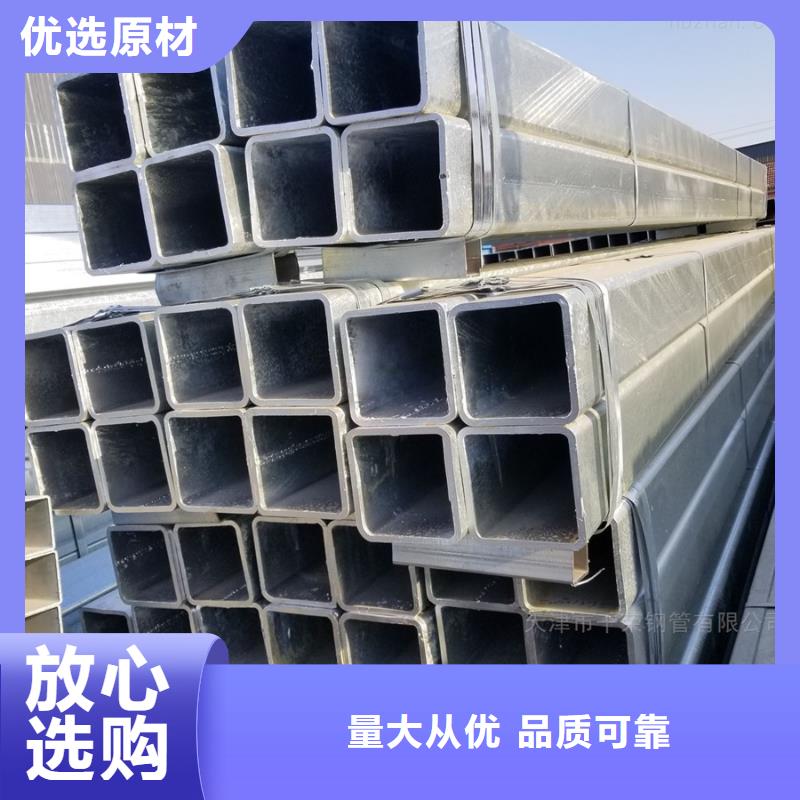
钢基材涂层是常用的方法,也是所有方法中有效的。 宝鸡镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 宝鸡镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。

宝鸡镀锌管拱杆与柱顶用圆卡连接,使两者在一条直线上。 然后安装膜槽,安装门,并在拱门上标出纵筋的位置。 每6米架设一个拱门,将所有纵肋固定,然后将所有拱杆一次固定一米。 拱杆安装好后,整个棚的高度要一致,弧度要一致,纵筋要在一条直线上。 棚体安装好后,安装棚体纵向膜槽和棚头横向膜槽。 安装天窗并扣膜,华尔钢镀锌方管再安装侧边卷膜机和内两层防寒帘。 预制管式镀锌温室结构合理,车身坚固,抗风雪能力强,搬迁组装方便; 无立柱,操作方便,通风方便,透光性好,使用寿命长。 薄膜可根据自身情况选用普通薄膜、防雾薄膜、多功能长寿命薄膜等薄膜。 先沿着温室两侧的钢管边缘挖两条15cm深的沟,一个在左边,一个在左边。 小心地将薄膜覆盖在钢管温室上,将薄膜边缘埋入沟内,并用土压实。 小心不要刮伤胶片。 如果损坏,请用胶带纸粘贴。 该位置用防虫网和薄膜卷覆盖,用作通风口, 用温室层压线固定。