



想知道 工厂直销产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是: 工厂直销的图文介绍

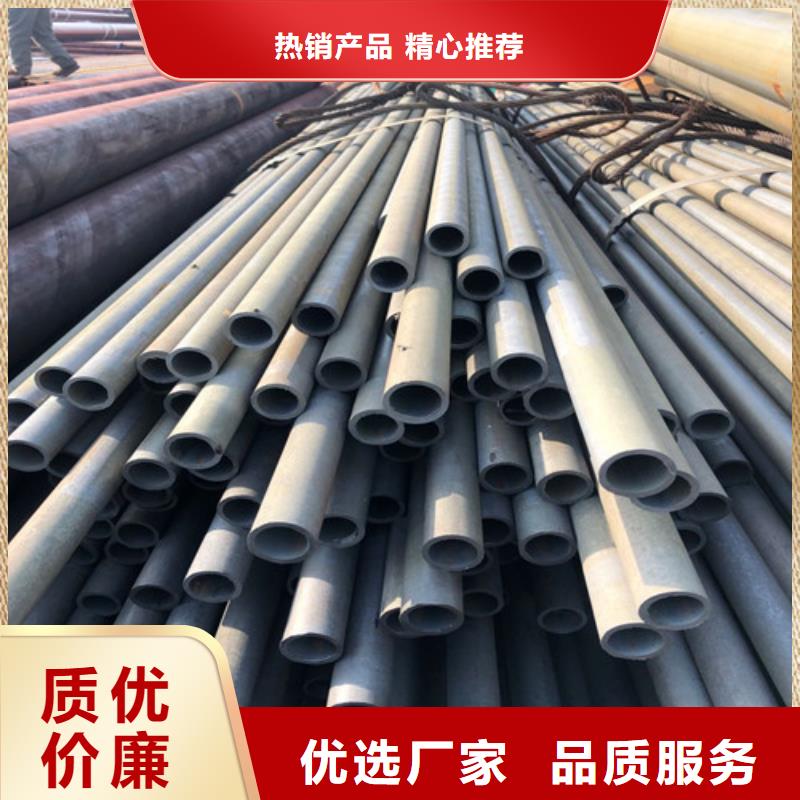
鑫晨钢铁有限公司
鑫晨钢铁有限公司实施以人为本的现代化管理体制,注重提高员工的整体素质,目前拥有高工35名,中级职称人员200余人,员工1000余人,以确保生产的专业化, 襄阳襄州酸洗钝化无缝钢管产品的高质量.本厂承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。



襄阳襄州酸洗钝化无缝钢管渗氮解决的三个关键环节【1】渗氮温度渗氮温度在500°C时,具备1高的表层强度,超出该温度则杉出現强度的,其缘故取决于500°C下列氮化合物的集聚不明显,菸散度大的原因。另外充分考虑渗氮温度与强度、渗氮层深层、无缝钢管形变量等诸多要素的关联,一般将渗氮温度操纵在480~560°C。 【2】渗氮时间渗氮一定时间后,表层强度做到1*大值,增加时间后强度稍芊降低,如渗氮温度越高而做到1*大值的时间越少,强度値就越低;K化层的深层随时间的增加而提升。图8-3为38CrMoAl渗氮钢qift层强度、深层与温度、时间的关联。 【3】氨的分解率氨的分解率是氨溶解造成的氢和氮占炉气容积的百分数,溶解高而炉内氢浓度值高,使氮原子处在间断情况,即阻拦氮原子的渗透到;相反分解率低则导致与无缝钢管表层的特氮原子总数降低,¥气又使延性提升。



襄阳襄州酸洗钝化无缝钢管并在清洗时挂入与清洗设备材质相同或相似的标准腐蚀指示片和管段,以便随时监测。3)系统恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后加入酸洗药剂和其它助剂。4)在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。 酸洗钝化无缝钢管及零部件工艺流程:脱脂---水洗---酸洗----水洗---封闭剂一般无缝钢管(碳钢)的酸洗方法有2种,如下:1.:稀释至20%左右的浓度,加热到6065度,一般洗20-30分钟;2.:同样稀释至20%左右的浓度,直接室温酸。



襄阳襄州酸洗钝化无缝钢管磷化工艺流程:一般情况下,磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面等预处理。是涂漆前打底用磷化还要求作表面,使金属表备一定的活性,才能均匀、细致、密实的磷化膜,达到漆膜附着力和耐腐蚀性的要求。 因此,磷化前处理是高质量磷化膜的基础。酸洗、钝化(磷化、皂化)清洗由于清洗速度快、清洗效果好,并且较易于操作控制,目前已被广泛应用于冶金、机械、石油、化工、热工动力、建材、等各类工业领域,并已发展成为一门行业。
