
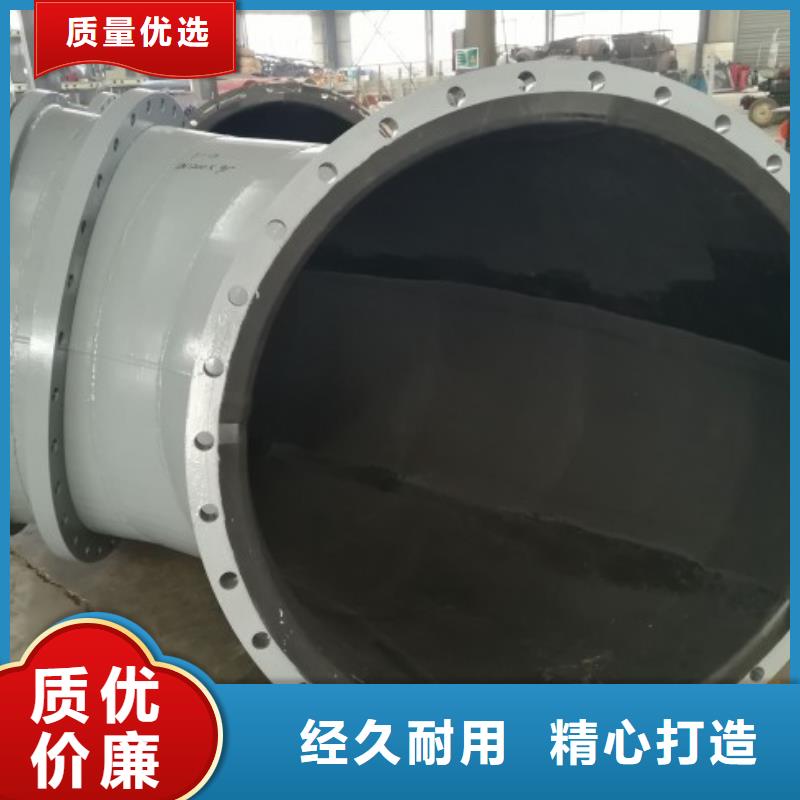






在电力行业中热电厂在生产运转过程中都会燃烧大量的煤,而煤中常常含有量的硫元素,这些硫元素经过燃烧之后会释放出大量二氧化硫,如果不加以治理,就会对环境造成巨大危害。这也是目前电力行业普遍要使用脱硫设备的主要原因。而衬胶管道在这里主要起到介质输送的作用,是电厂脱硫系统中发挥着重要作用。衬胶管道结构优良,管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,了钢管耐压耐磨塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比。脱硫衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
要掌握衬胶管道运用于什么制造行业,先要掌握衬胶管道生产工艺流程、产品特性及其优点和缺点等技术性专业知识,随后再依据自身的具体应用必须有效的挑选管路商品。历经硫化后的衬胶管道必须对两边突面开展整修,确保密封性实际效果,随后刚开始做外界无缝钢管防腐蚀解决,依据应用状况不一样应用不一样色调的防腐材料。较为后,一支高品质的衬胶管道才算生产制造进行,能够 交货客户应用。



纵横机械制造有限公司销售 青海钢衬塑复合管。 我公司以品质、合理的,完善的体系,售后服务创造企业形象,以科技为先导,倾尽全力开拓新 青海钢衬塑复合管产品,树立精益求精、追求企业精神。公司秉承“顾客为先,锐意进取”的经营理念为广大客户提供 服务。欢迎惠顾!



耐高温硫化橡胶衬胶管道批发
洛阳纵横生产耐高温硫化橡胶衬胶管道,碳钢衬胶管,循环浆液衬胶管的大型企业,衬胶管道技术成熟,实惠,工期短,快,产品畅销山西,陕西,河南,甘肃,青海,宁夏,广东,广西,山东,河北,安徽,海南,湖北,湖南,四川等地。
防腐衬胶管道的其主要特点耐磨性能好,使用周期长,经矿山、化工、电力等用户使用,衬胶钢管耐磨性能是普通钢管的8倍以上,可连续使用10-15。
高温硫化橡胶管道耐磨性能是钢管的二十倍以上,陶瓷的四倍以上.
耐高温硫化橡胶衬里管道温度适应:防腐衬胶钢管可以在-40度――+140度的范围内使用,耐高温硫化橡胶衬里管道,衬胶层不会因温度变化而与钢架脱开。
耐高温硫化橡胶衬里管道性能好:高温硫化橡胶管道可耐酸、碱、盐、海水及污水等的腐蚀,可在复杂苛刻的化学腐蚀环境中使用。
耐高温硫化橡胶衬里管道运行阻力小:降低能耗,本公司生产的衬胶钢管筒采用压出工艺生产,高温硫化橡胶管道内壁光滑;重量轻,易安装,维护和运输方便。
防腐衬胶钢管的钢架起承压作用,可减薄到承压程度,期重量比普通钢管轻20――30%,且衬胶钢管不怕磕碰,衬里不会破裂,衬胶钢管因使用寿命比钢管提高若干倍,寿命期内年平均投资低。



衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全清除氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,清除磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,最长不应超过24h。

