




我们为您呈现了球墨铸铁管-国标球墨铸铁管产品细节参数产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
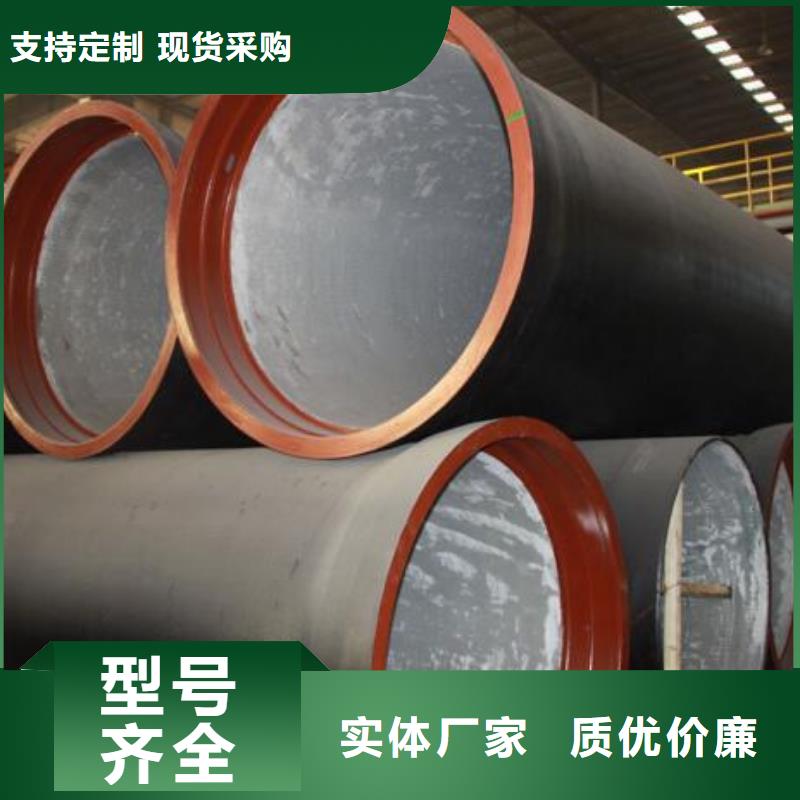
以下是:球墨铸铁管-国标球墨铸铁管产品细节参数的图文介绍


球墨铸铁管应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之承口:在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 球墨铸铁管⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。在球墨铸管生产加工中,并不是十全十美的,除了产生一般缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。这些缺陷影响铸件性能,使铸件废品率。为了防止球墨铸管这些缺陷的发生,有必要对其进行分析并且精密铸造,总结出各种影响因素。球墨铸管球化不良和球化衰退影响因素分析(1)特征在银白色的断口上,分布有可见的黑点。且黑点多、直径大,球墨铸管表明球化不良的程度比较严重。 球墨铸铁管在观察显微组织时,除了球状石墨外,还存在大量的厚片状石墨。(2)产生的原因主要是因为原铁液中的含硫量过高或铁液严重氧化;球化元素残留量不足(球化剂加入量不足,球化剂中的镁含量不够或发生严重偏析,铁液温度过高,处理时球化剂烧损量较大;或处理温度低,球化剂粘结在包底等);铁液中有元素存在等。



健晖铸造有限公司主要销售 黑龙江大庆K7球墨铸铁管等,我公司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。我们还要坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,追求卓越,诚信未来”的企业文化内涵,积j i参与市场竞争,靠诚信广交朋友,靠服务增进感情,真诚为客户创造价值,为广大客户提供优质可靠的产品和全心全意的服务。
欢迎国内外客户来函来电来人洽谈业务!愿与广大客户和同行朋友真诚合作,共创辉煌事业!



球墨铸铁管生产为您介绍球墨铸铁管的安装要点,介绍如下:①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即可。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之承口:在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。球墨铸铁管生产为您介绍球墨铸铁管的安装要点,介绍如下:①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即可。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。


