

以下是我们上传的焊管-无缝钢管源头来图实拍视频,您可以点击观看。
以下是:焊管-无缝钢管源头来图的图文介绍


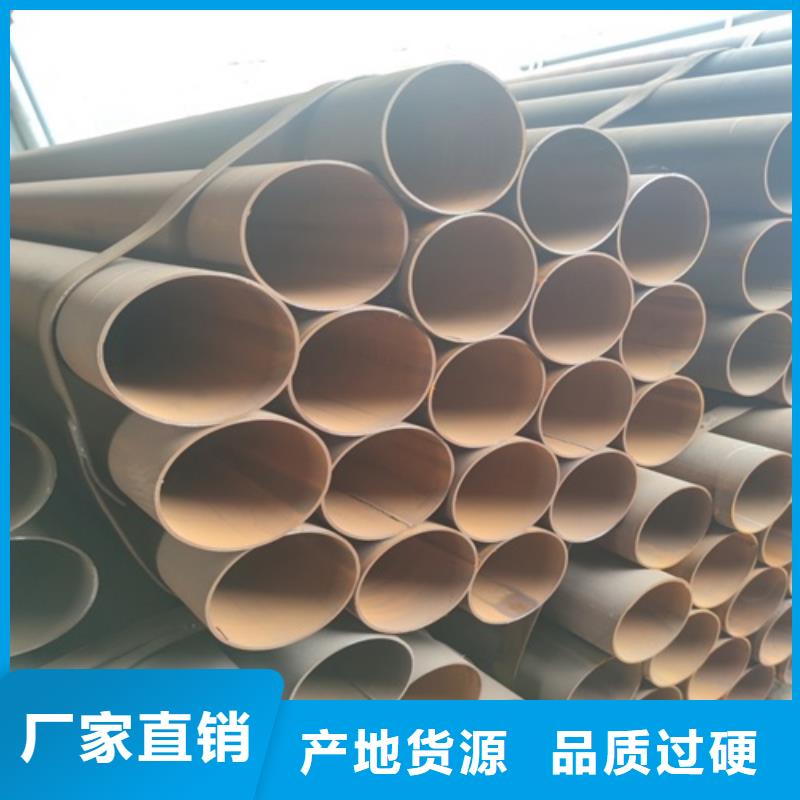
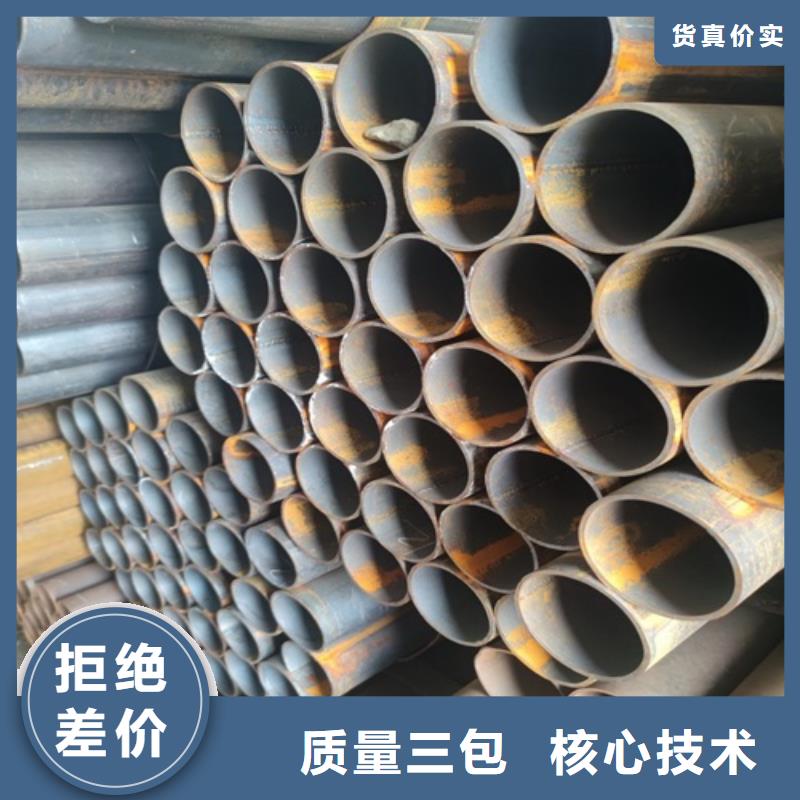
焊管的分类:一般焊管、直缝焊管、螺旋焊管 一般焊管 用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,一般焊管用来输送低压流体。 直缝焊管 生产简单,生产效率高,成本低,发展较快。 规格:Φ21.3-457.2*1.8-14 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。 A.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材 B.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。 规格:Φ219-2320*6-22 标准: GB/T3091-1993(低压流体输送用镀锌焊接钢管)其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊接钢管)其代表材质为:Q235A级钢。 GB/T14291-1992(矿用流体输送焊接钢管)其代表材质Q235A级钢。 GB/T12770-1991(机械结构用不锈钢焊接钢管)其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管)代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等



焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。


Q345C焊管清洗时注意事项 Q345C焊管生产制造的时候,都会涉及到钢管酸洗过程。对于工作人员来说,在进行Q345C焊管酸洗的时候需要注意哪些问题呢。 ,在Q345C焊管酸洗之前必须穿戴好劳动保护用品。对于现场的工作环境也要进行详细的检查,主要是检查Q345C焊管的吊带是否完好,确认完好后方可进行作业。 第二,在Q345C焊管酸洗的时候,酸洗主要是采用盐酸酸洗,一般盐酸的含量为18%到20%。 第三,工作人员在操作前还需要对酸的浓度和温度以及本槽酸洗管的吨位了解清楚。 第四,酸洗的过程中还需要经常的振动,在往酸槽下管的时候,Q345C焊管要进行倾斜,防止盐酸误伤到人。



鹏鑫钢铁有限公司是专业 湖北武汉无缝钢管解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 湖北武汉无缝钢管新产品的研发,满足用户多元化的需求。

