13863560558

联系我们

更新时间:2025-02-12 05:11:19 浏览次数:5 公司名称:聊城 龙丽金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |


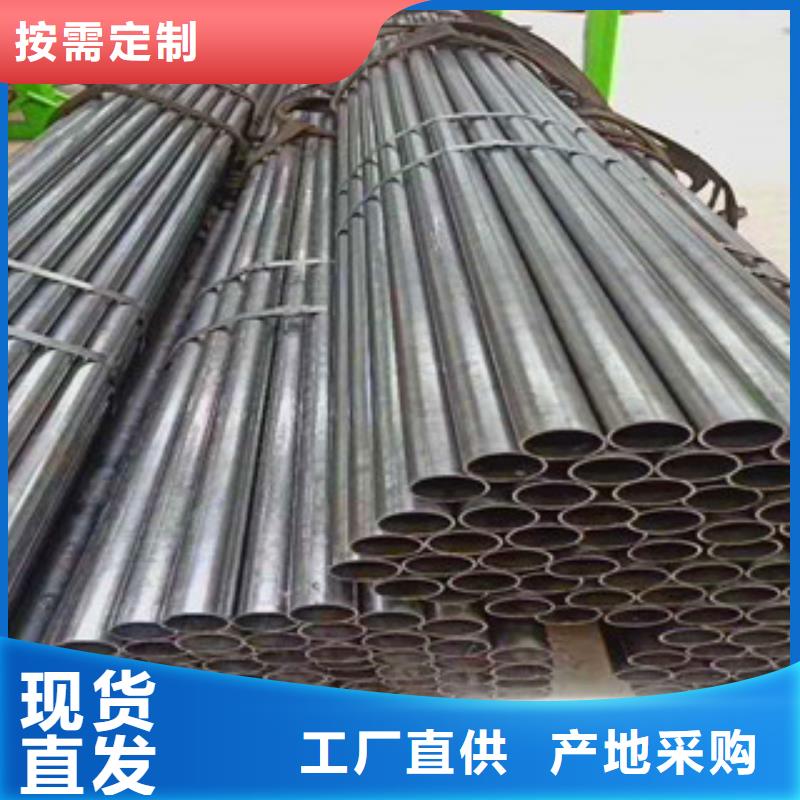




精密冷轧钢管生产工艺:
制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。


在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。



龙丽金属材料有限公司坚持“诚实守信,互补共赢”的经营理念,以的,贴心的服务,真诚与社会各界有识之士合作,共谋发展。
由于 云南临沧精拔管浮动的因素,加上网络上同行恶性的竞争,使得我们公司 云南临沧精拔管产品无法准确地展示给客户,只是标出了参考性,如果您对我们公司的 云南临沧精拔管感兴趣,请在网上留言或直接拨打,我们工作人员将在较短时间内为您。




