









弯管机设备成形极限应都包括什么弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即清除,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
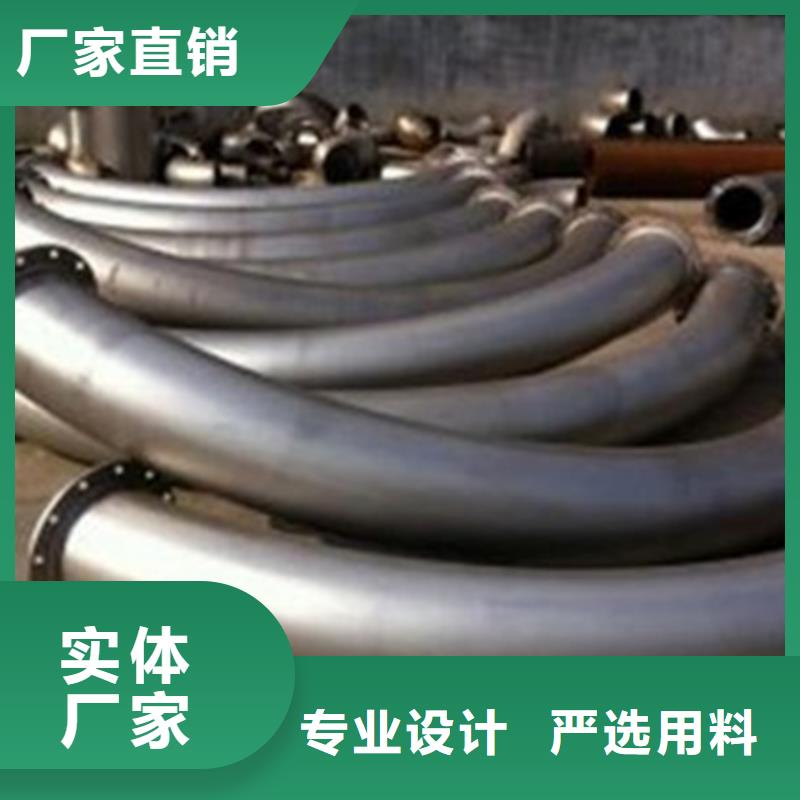
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现皱纹。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。
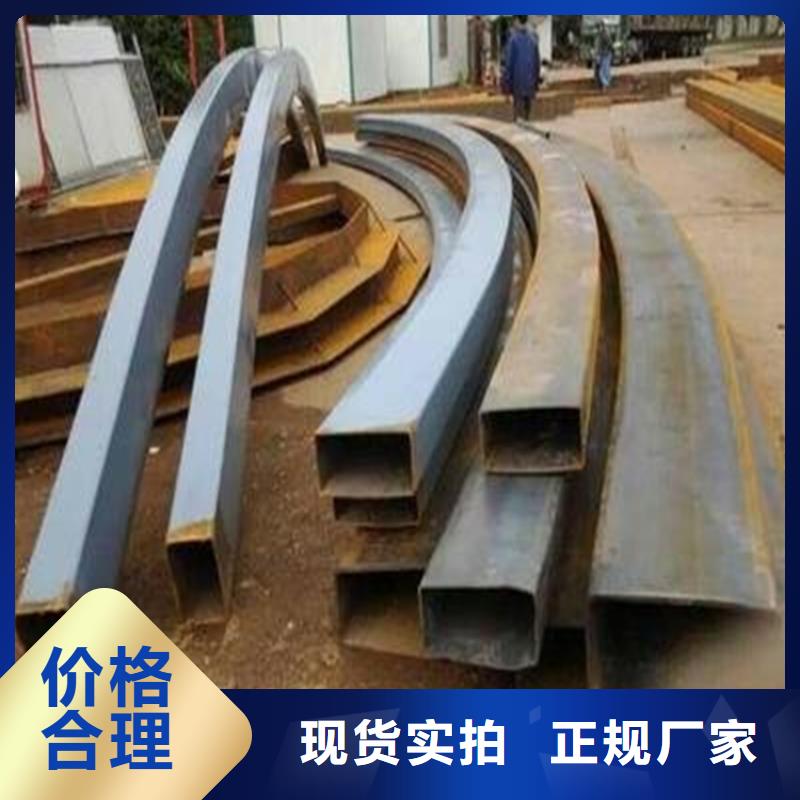
弯管加工微裂纹产生是因为什么弯管加工,有关其,今日讲的关键点,不是来阐述其有关知识的,反而是来回应其好多个有关的常见问题,因为这个亦是其基本常识领域中的,因而都是会来开展学习、理解与把握的。因此,鉴于此,那下边,今天我们就通过互动问答这一方式,来实际开启和进行吧。问题一:90多度弯管加工,它的核算方式是怎么样的?90度弯管加工,其会计方法,在长度上,是其管径乘以3.14,即其开启长度。它的相对高度计算通常是根据左视图中的等分线和斜杠相交点之间的水平连接来打开的,直到打开图片中的相应点。难题二:弯管加工,它是归入哪些生产加工啊?弯管加工,它是归入五金加工,就是将管件开展形状变化,进而来抵达所市场需求的弧度。难题三:弯管加工,如何来的?弯管加工的,通常是根据其管经、薄厚及弯头绘画来完成的。弯管加工过程中展现缝隙原因剖析:中频弯管过程中产生的缺点以及安全防护微裂纹在电磁感应加热坎坷无缝钢管时,当超过必然水准的变形温度和必然水准的变型时,在弯头的外侧也会产生微裂纹。这几种情况都和被弯头材质相关。存低变型速度与调节剂感染力的类似成型环境下,数控弯管机在这样的情况下一切的坎坷工程施工都也许造成这些材料毁坏。5月中国弯头市场持续下滑,至月底受弯管加工价钱跌破危害展现加速征兆,弯头社会库存不断去化进程,兰格梳理指数值收至140水准下边。
在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈优秀,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。
充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用优秀的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。
自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。

管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。