




深入了解钢筋笼绕筋机注浆泵选择我们选择放心产品,一部视频就够了,快来观看!
以下是:钢筋笼绕筋机注浆泵选择我们选择放心的图文介绍
建贸数控钢筋笼滚焊机有限公司位于石像镇老官赵村3组。公司专业生产各类 浙江温州小导管尖头机的,对产品质量进行严格的管理。真真正正的达到以质求存 拓新求变的宗旨。 公司主要产品有建贸数控钢筋笼滚焊机有限公司。并能根据客户的要求、提供的图纸和样板设计和开发新产品。其品质和交货期深得用户信赖。 公司一向坚持以人为本、顾客至上、诚实守信、质优价廉的方针,围绕质量、时间、、服务来开展工作,形成了开拓进取、精益求精、诚信服务、热诚待人的工作氛围。 您的光临是我们的荣幸,你的满意是我们的追求,感谢您的支持和厚爱!



箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用,间距加强区每10㎝一道,一般区域每20㎝一道,误差应控制在规范许可范围内,施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d,焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d,打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便,弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机



墩粗直螺纹套筒连接 7.4.1螺纹丝头加工及检验 1、加工前准备 1)凡参与接头施工的操作工人,技术 管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2)钢筋先调直后再下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 3)提供套筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。 2、直螺纹丝头加工 1)按钢筋规格调整好滚丝头内孔小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 2)工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。 3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。钢筋笼绕筋机



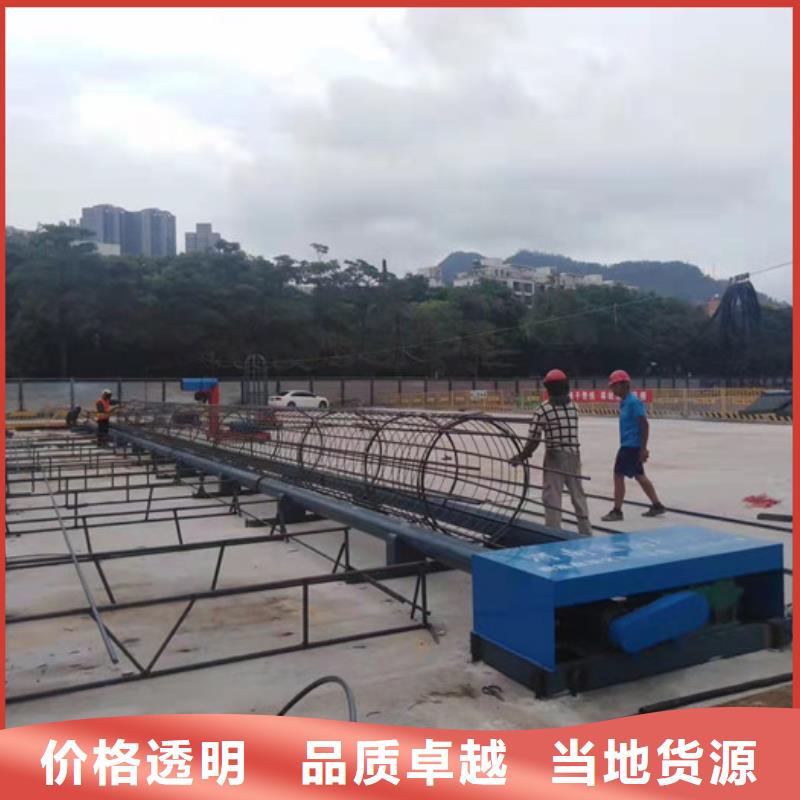
钢筋笼安装:钻孔桩成孔检验合格后,即可开始钢筋笼的吊装施工。同时应该在孔口边放置两根枕木用来支撑钢筋笼,并且要高出护筒口5cm。?钢筋笼安装采用汽车吊(不小于16T),为了保证骨架起吊时不变形,可以在加强骨架内焊接临时三角支撑,以加强其刚度。钢筋笼宜采用三点吊装,吊装时吊点设在骨架的下部,第二点设在骨架长度的中点到上三分点之间。第三点放在钢筋骨架的上部。对于长骨架,起吊前应在骨架内部临时绑扎两根Φ48钢管以加强其刚度。起吊时,先提第三点,使骨架稍提起,再与第二、第三点同时起吊。待骨架离开地面后,吊点停吊,继续提升第三吊点。随着第三吊点不断上升,慢慢放松吊点和第二吊点,直到骨架同地面垂直,停止起吊。解除吊点,检查骨架是否顺直,如有弯曲应整直。钢筋笼绕筋机

