以下是:弯管弯管生产厂家多种规格库存充足的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是:弯管弯管生产厂家多种规格库存充足的图文视频
今年在北京市丰台区购买弯管弯管生产多种规格库存充足有了新选择,航萧管件有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。直销,确保为您提供实惠且品质卓越的弯管弯管生产多种规格库存充足产品。如需购买或咨询,请随时联系我们,联系人:宋经理-17306359888,QQ:46564996,:聊城经济开发区崂山路物流院内到北京市 丰台区、东城区、西城区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区。 北京市,丰台区 2022年,丰台区实现地区生产总值2061.8亿元,其中,产业增加值0.8亿元,第二产业增加值310.3亿元,第三产业增加值1750.7亿元。三次产业结构为0.04:15.0:84.9。按常住人口计算,全区人均地区生产总值为10.2万元。
想要全面了解弯管弯管生产多种规格库存充足产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:弯管弯管生产多种规格库存充足的图文介绍


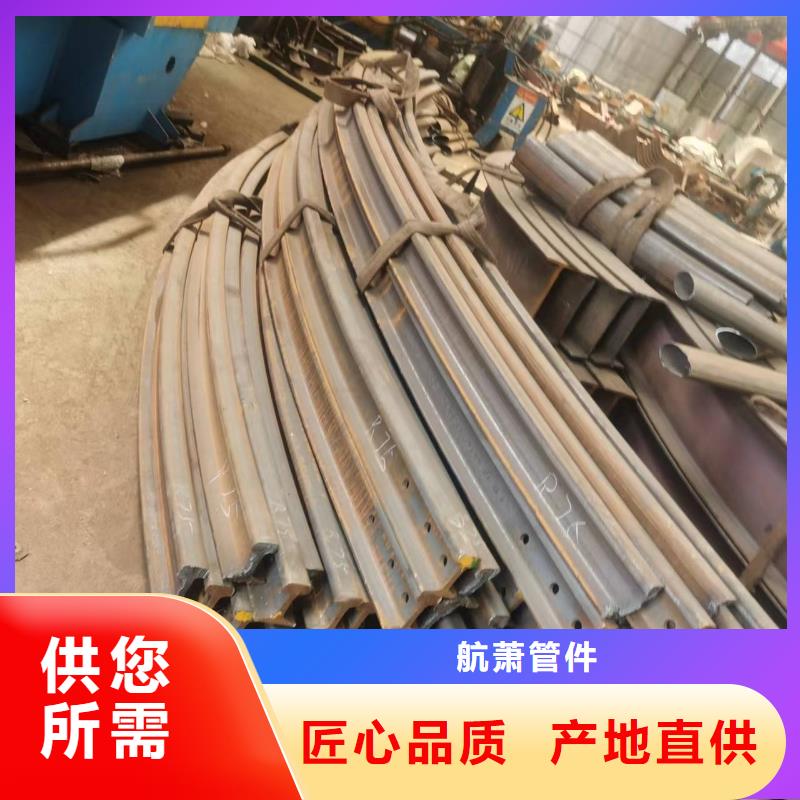
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



航萧管件有限公司采用先进 北京丰台中频弯管技术,有多年 北京丰台中频弯管生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。

弯管弯管生产多种规格库存充足


全自动弯管机的质量鉴别方法 随著科技的进步,各式各样的全自动弯管机品种一直在填补市场的空缺,满足市场各种的需求,目前市场上主要的全自动弯管机品种有CNC全自动弯管机,半自动弯管机,手动弯管机,这几种弯管机,如何鉴别全自动弯管机的品质?相信对大多数消费者来说并不是特别了解,全自动弯管机厂的小编认为要注意以下几个方面。 1、模架硬度和模架硬度也是设备能否正常使用的关键。在模具硬度低于洛氏HRC60的情况下,模具硬度低于洛氏HRC50。 2、设备的主要参数测量:让设备空转,用手触摸各模座,手感应无抖动,否则视为不合格产品。 3、将设备装入模具,扣压试样接合处,用卡尺或千分尺测量接合处,圆度在0.1MM以下即可。 4、检查设备模架的八瓣均分和模架的平整度。质量比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。 那以上就是全自动弯管机的质量鉴别的方法了,大家可以了解一下!



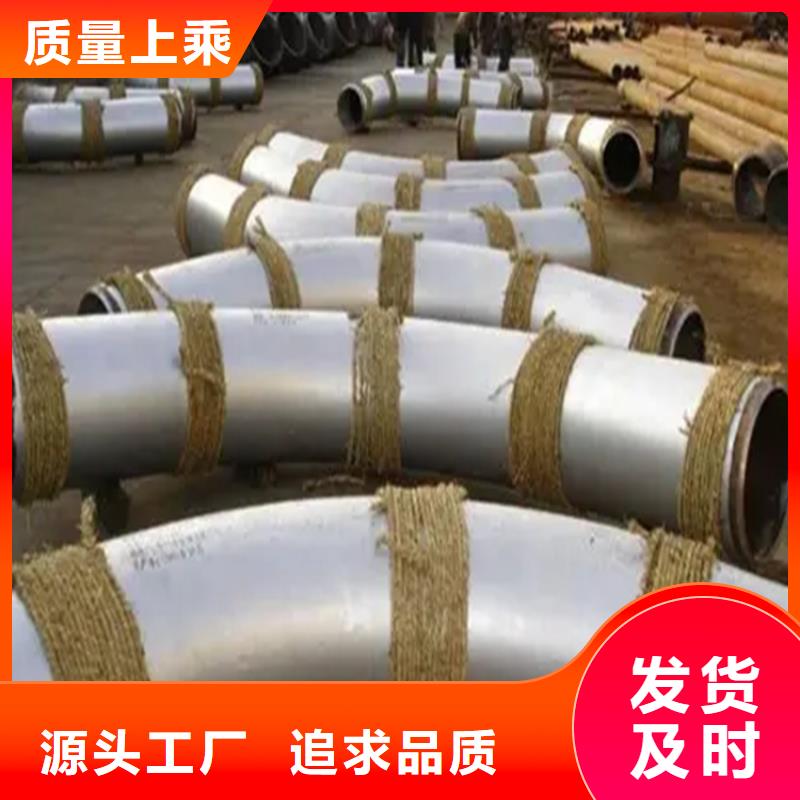
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。

联系人:宋经理,:17306359888,航萧管件有限公司在北京市丰台区本地专业从事弯管弯管生产多种规格库存充足,北京市丰台区各个县市以及周边城市均可提供送货上门服务!