




精心打磨的产品视频已准备就绪,它将带您深入【弯管敢与同行比】的魅力世界,让您重新发现产品的无限可能。
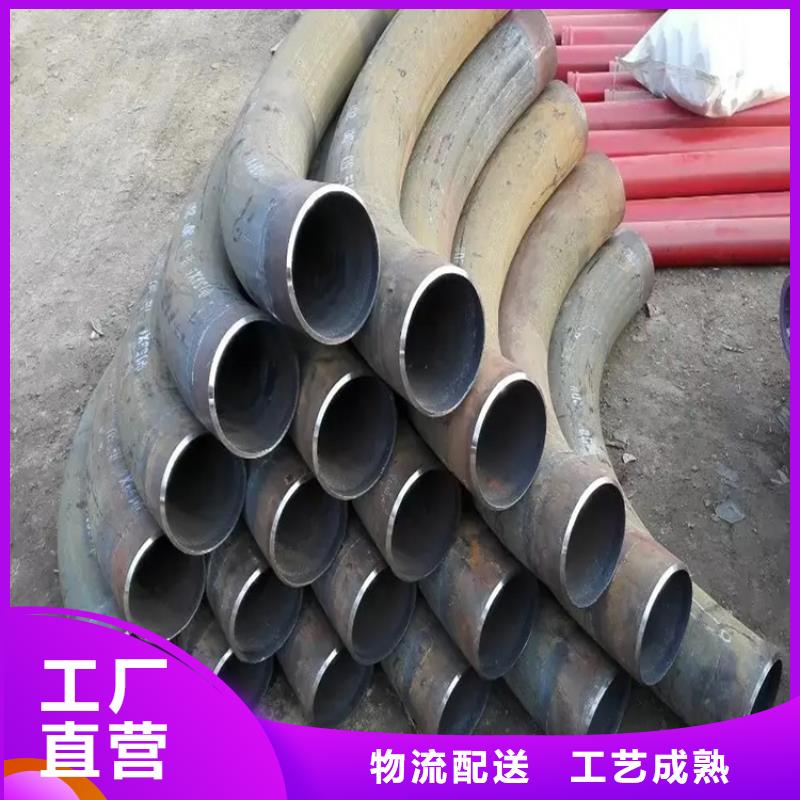
以下是:【弯管敢与同行比】的图文介绍


弯管在传统生产工艺中为了得到更好的质量,在使用过程中会采用一些方法来提高产品质量,弯曲过程中可以直接使用高强度模具。目前弯管的使用在不断扩大,产品在使用过程中会直接产生其良好的性能运行,如果使用该产品,应该用酸洗液清洗,因为酸洗液具有腐蚀性,如果不慎接触皮肤,需要立即用流动清水清洗。 弯管加工过程中多余的废液需要立即处理,然后妥善排放。酸洗液在储存过程中需要放置在阴凉通风的地方,整个产品只适合工业使用,产品用毛笔和布蘸上酸洗液,然后试擦于需要处理的表面。 弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时清除污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。



航萧管件有限公司长期经营(上海嘉定) 本地 上海嘉定中频弯管。公司同时销售(上海嘉定) 本地 上海嘉定中频弯管。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!



弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产订制,要做防腐蚀,订购时间长;弯头对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。


弯管机增产效率分析 弯管机标准模弯管机模具分为弯管机上模和下模,用于板料冲压成形和分离的模具。成形用的模具有型腔,分离用的模具有刃口。 塑料粉碎机对整个塑料行业的发展有着举足轻重的作用,我们可以设想下,如果没有这些塑料粉碎机,我们的塑料产品回收就存在很大的障碍。很多大型的塑料产品在报废以后就不能够进行回收利用。本来当时制造的时候加工和使用的材料都是比较多的,后来报废以后的浪费更大,造成的环境污染也更大。但是如果使用了塑料粉碎机的话,通过弯管机模具的粉碎处理,可以获得与原来的塑料产品同样多的原材料,这样也等于增加了原材料和节约了成本。所以我们说到的增加效益,不仅是在生产线的制造过程中增加效益,其实在原材料上面增加的效益也是一个可观的数字。 弯管机模具是弯管机用来成型加工板料的工具,这种工具有各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。用以在弯管机压力的作用下使坯料成为有特定形状和尺寸的制件的工具。


