



浙江衢州异型钢管产品质量: 我公司 浙江衢州异型钢管产品都严格遵守“出厂产品合格,不合格产品不出厂”的原则,高质量的产品是企业发展的根本,在严把质量关的同时,还可根据客户要求。只有不断的提高 浙江衢州异型钢管产品的质量,才能满足客户的要求,企业也得以发展。
良好的信誉: 讲信誉是商业道德的基本规范之一,“信誉”作为中国企业走向世界的准入证,是市场经济的血管和命脉。一直以来,“信誉”代表了我公司的市场名誉,得到了广大客户的认可。
满意的售后服务: 满意的售后服务是提高企业形象的重要指标,只有售后服务紧跟到位,才能不断把金海金属材料有限公司的形象推向新的台阶,才能受到更多客户的信赖与支持。




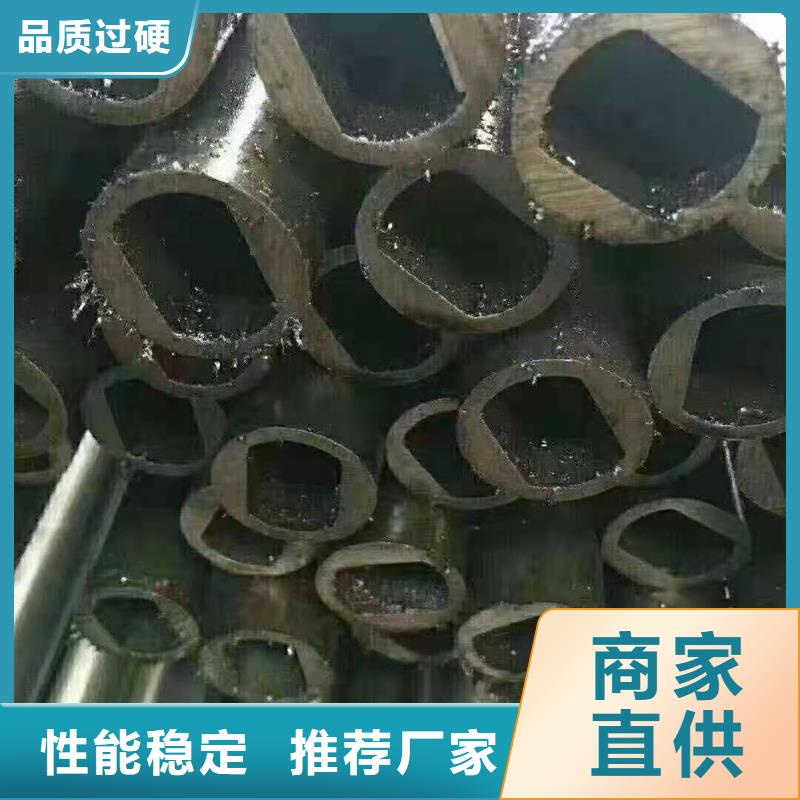
焊接异形钢管特别注意的关键点
(一)选用平特点焊接开关电源,直流电焊接时选用反旋光性。应用一般的CO2悍机就可以焊接,但送丝轮的工作压力请稍调松。
(二)为避免 异型钢焊接出气孔之出現,焊接位置若有锈迹、油渍等尽量清除整洁。
(三)为使氩气非常好地维护焊接溶池,和有利于焊接实际操作,钨极轴线与焊接处产品工件一般应维持80-85°角,添充焊条与异型钢表层交角应尽量地小,一般为0°上下。
(四)异型钢MIG焊接非常容易遭受风的危害,有时候轻风而造成出气孔,因此 风力在0.5m/sec之上的地区,都理应采用抗风对策。
(五)干伸长短,一般的焊接电流量为250A下列时约5毫米,250A之上时约20-25mm比较适合。
(六)电孤长短,异型钢管的MIG焊接,一般都会喷涌衔接的标准出来焊接,工作电压要调节到弦长在4-6毫米的水平。
(七)钨极从汽体喷头突显的长短,以4-5毫米为宜,在角焊等遮掩能力差的地区是2-2mm,在打槽深的地区是5-6毫米,喷头至工作中的间距一般不超过5毫米。
(八)连接内搭时,为避免 ******层焊缝的反面被氧化,反面也必须执行汽体维护。
(九)直流电时选用正旋光性一般合适于6毫米下列的异型钢焊接,具备焊接成形美观大方,焊接形变量小的特性维护汽体为氩气,纯净度为99.99%。当焊接电流量为50-50A时,氩气总流量为8-0L/min,当电流量为50-250A时,氩气总流量为2-5L/min。



异形钢管表面上色前的准备工作中
异型管在酸碱性有机化学上色液中历经表层空气氧化上色解决后,显示息出各种各样颜色,并不是产生有色板块的表层土壤层,只是表层产生的没有颜色全透明空气氧化膜对光的干涉色。因而,针对异型管表面上色前的提前准备,应当保证下列两层面:
(一)活性解决
能使异型管常规表层活性的要素,均可加快上色全过程,一切当然产生的人眼不由此可见的空气氧化膜是上色的大患,是上色成功与失败的安全隐患,在上色前要除去。
以便清除异型管表层镀层,得到新鮮表层,活性水平应适当,以出現气泡后10~15s为宜。若活性不够,上色的有起色电位差時间增加。若活性过多,表层产生过浸蚀,使上色膜越来越黯淡无光。活性用强碱浸蚀方式会导致表层浸蚀活性,危害上色后颜色艳丽性。选用电解法活性、化学活化或阳极处理,能获得不错的結果。
(二)打磨抛光
可选用研磨抛光、化学抛光或化学抛光,规定表层光滑度一致,防止造成偏色,不错做到镜面玻璃明亮,必得较艳丽匀称的颜色。
研磨抛光后应先开展上色解决,若打磨抛光后在气体中置放一段时间,表层会产生一层薄厚1-10nm的空气氧化膜,与上色膜结构工程不一样,在上色液中不容易去除,危害新的上色膜产生,使上色時间增加,产生的颜色变深发暗。
化学抛光也可以使异型管表层产生镀层,如未去除镀层,会使上色速度很慢,但化学抛光能产生匀称整平表层,使颜色明亮,匀称性改进。

