



无锡精密花键管实力雄厚 <无锡>金帝钢管
但是,这种方法存在着残盐附着于花键精密异形无缝管表面难以清理、坩埚寿命短、渗硼层质量难以控制等缺点。当前硼砂用盐浴渗硼的配方较多,且各有特点,下面介绍几种,供选择时参考:1)以硼砂为基料,以碳化硅为还原剂。该制剂成本低,盐浴稳定性好,能得到单相的Fe2B渗层。但是流动性稍差,花键精密异形无缝管粘着残盐量大,花键管清洗困难。以硼砂为基料,以铝粉为还原剂。该盐浴流动性好,活性强,无需频繁更换新盐,渗层为双相结构。


花键管石墨化低温退火;铸造时加热到略低于Ac1下限温度[Ac1下限-(30~50)℃],约650~700℃,保温一段时间,使共析渗碳体分解,再用炉子冷却。在250℃以下进行石墨化退火,大型铸铁件和复杂件的退火温度要低一些。在未降至室温之前,异形花键精密无缝管不能被雨水、积雪和水浸湿。铸造位置应平滑。 正火正火的目的是提高异形花键精密无缝管的强度、硬度和耐磨性。或者用作表面淬火的准备热处理,改善基体的组织和性能。灰口铸铁件常用的正火方法有局部正火和完全正火两种。前一种方法主要用于组织比较均匀,要求有一定强度和韧性的工件上,后一种方法主要用于高硬度灰铸铁,以提高异形花键精密无缝管的强度。
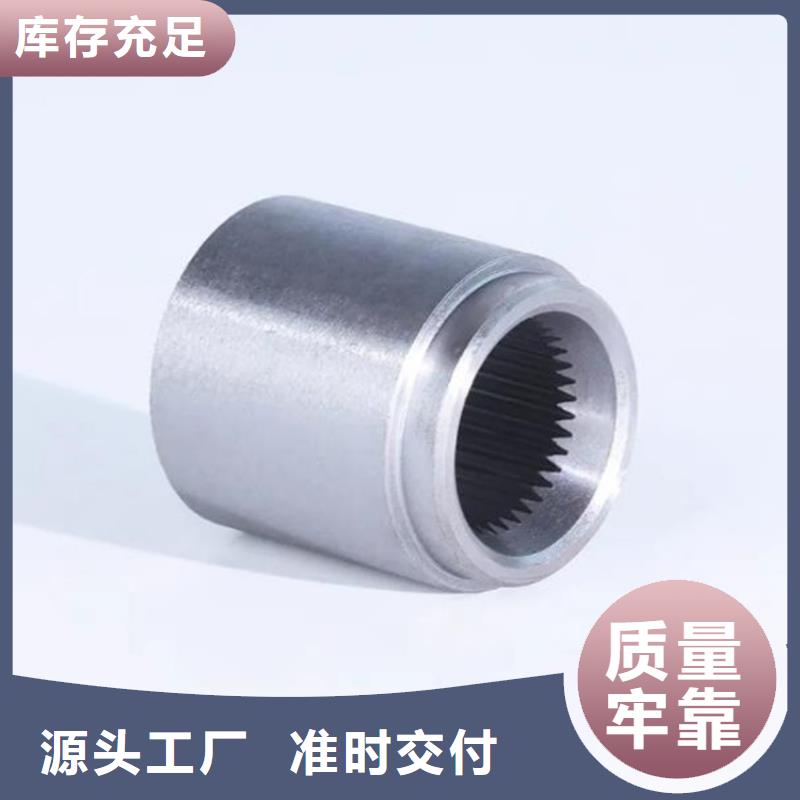
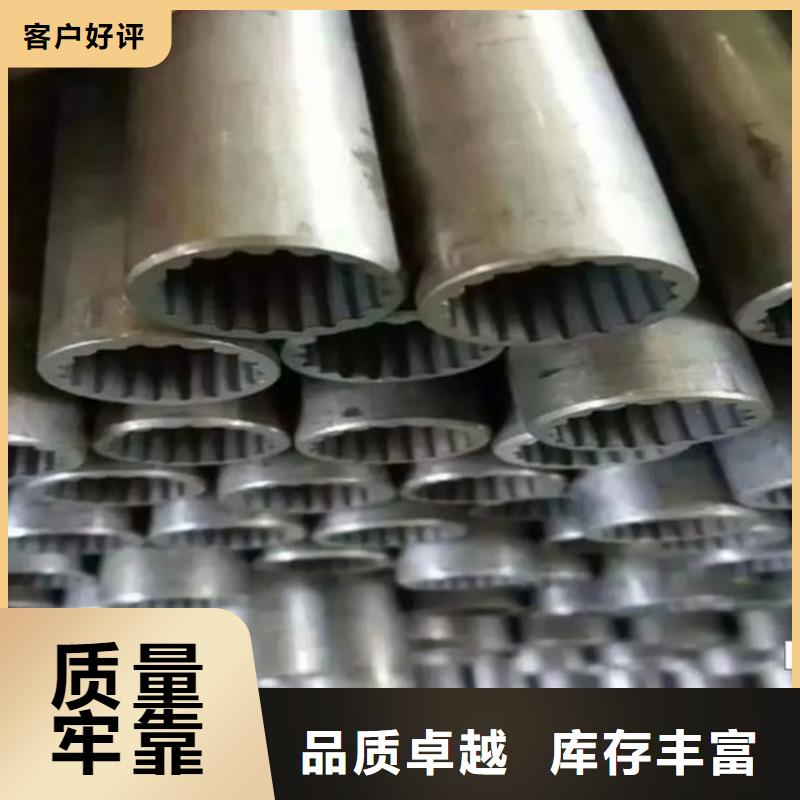
目前,许多传动零件如齿轮、链轮、花键管等金属制品为了区别不同规格,需要在其表面上打印图案或字符作为标识。而花键管除了在其端面上做规格标记,为了方便花键管安装时对准定位,还会在其的外圆面上加工定位标记。 相关技术中,花键管在生产过程中,先由一个冲压设备或者激光蚀刻在花键管的端面上加工规格标记,再由另一个冲压设备上在花键管的外圆面上加工定位标记。上述中的现有技术方案存在以下缺陷:花键管先由一个冲压设备或者激光蚀刻加工规格标记,再由另一个冲压设备加工定位标记,需要重复上下料,导致花键管的加工效率低,尚有改进的空间。


为了提高花键管的加工效率,本技术提供一种花键管加工设备。 .方面,本技术提供一种花键管加工设备,采用如下的技术方案:一种花键管加工设备,包括:机架;子模,固定于所述机架上,所述子模上设有供花键管的一端插入的插入槽,所述插入槽的槽底设有规格标记;定位标记刀,沿所述插入槽的径向滑移连接于所述子模上;子模冲头,设于所述子模的一侧;下压驱动源,设于所述机架上驱使所述子模冲头靠近所述子模;标记刀冲头,沿所述插入槽的径向滑移连接于所述机架上;以及驱动组件,设于所述机架上驱使所述标记刀冲头冲压所述定位标记刀。
无锡精密花键管实力雄厚
