


联系我们

DN100球墨铸铁管邛崃规格
更新时间:2025-02-07 06:17:51 浏览次数:2 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |


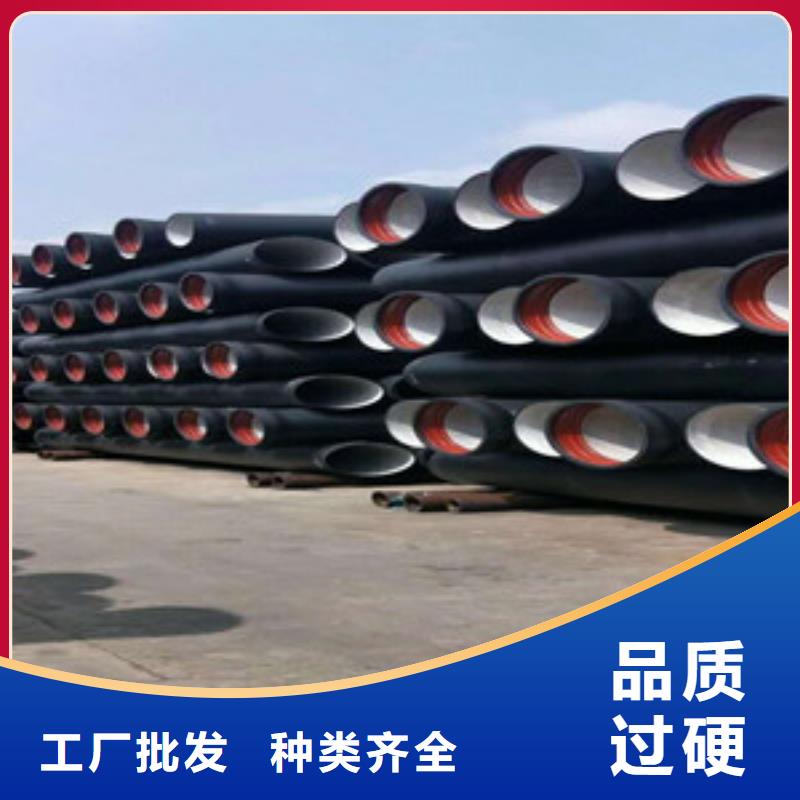







给水铸铁管砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。连续铸铁直管连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。严厉要求化学成分,球墨管也称铸铁管与泉州球墨铸铁管,球墨管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、泉州球墨铸铁管及高硅铁管。对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量铁液出炉温度比灰铸较铁更高,比赔偿球化,孕育处置时铁液温度的损掉.铸铁管多用于给水、首先要对泉州球墨铸铁管在球化后的贴水中镁的含量,进行严格的控制,镁的含量要适中,不可过多或者过少。另外,在输水的过程中,要尽量减少氧化物的夹渣物质,如果在对排水和煤气等管道工程。
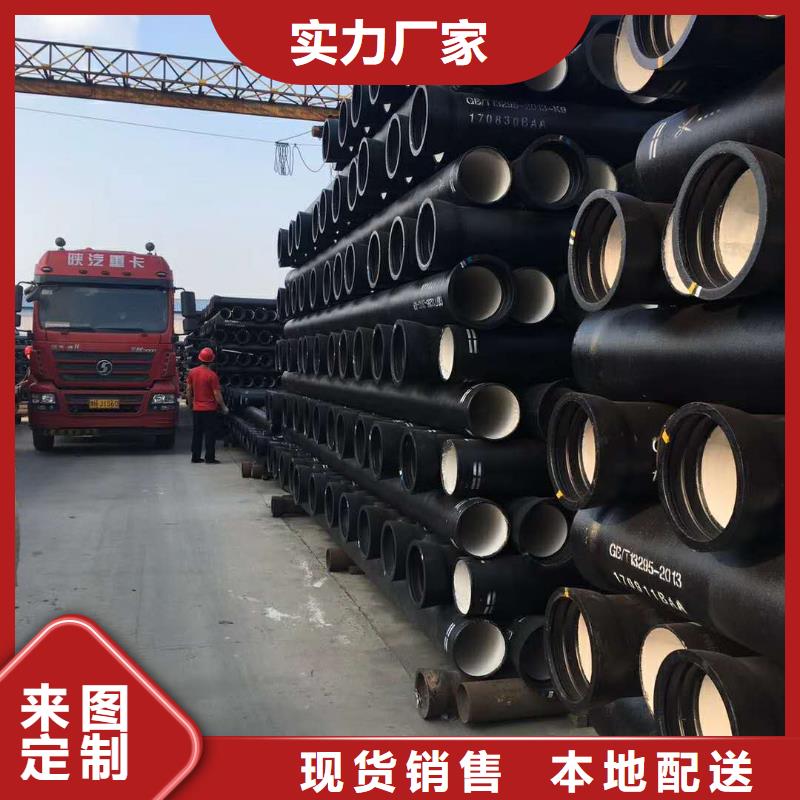
泉州球墨铸铁管切管。 泉州球墨铸铁管切割时应沿管子一周作好切割线标记,切管工具可使用砂轮切割机。泉州球墨铸铁管“出现这种情况的原因,一是因为螺纹钢作为活跃的钢材期货产品,金融属性较强,期货市场的波动在一定程度上带动并放大了螺纹钢现货的波动;二是房地产市场好于预期,带动了螺纹钢需求。今年1-7月份,全国房地产开发投资55361亿元,同比增长5.3%;房地产开发企业房屋新开工面积92944万平方米,增长13.7%。”
泉州球墨铸铁管主要生产各种规格泉州球墨铸铁管,泉州球墨铸铁管件。我们是泉州球墨铸铁管。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。 这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
泉州球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。 把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。