





焊缝处理
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
工艺特点
螺旋钢管主要工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。



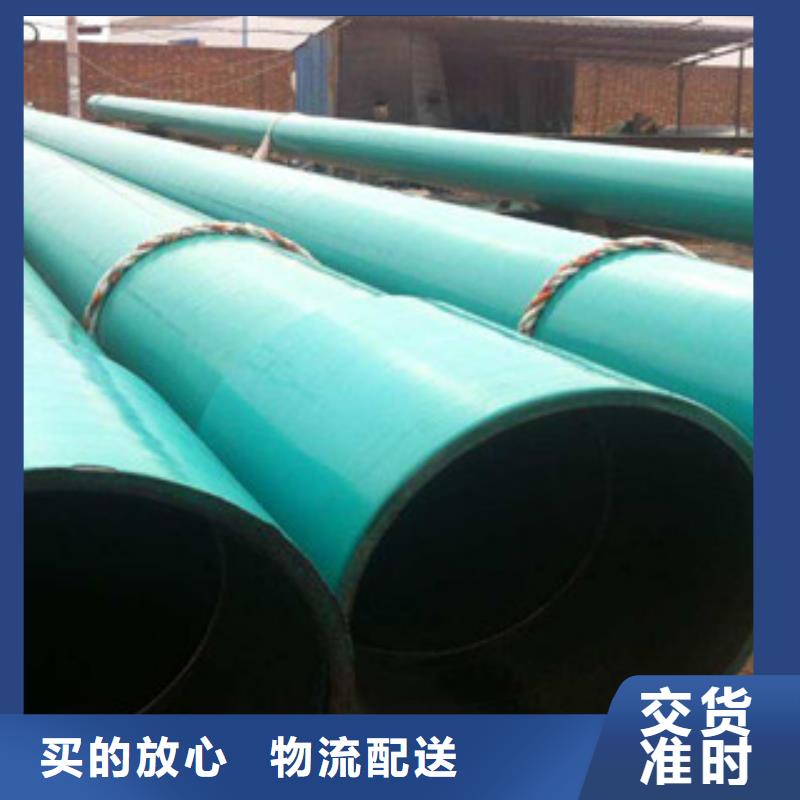
沧州兴昊管道有限公司环氧熔结粉末防腐FBE/2FBE使用寿命:40年到50后高密度聚乙烯外套防腐 高密度聚乙烯外套防腐结构:在钢管外表面包裹高密度聚乙烯材料制成,具有极高的机械强度和优良的
耐腐蚀性能,可以保护钢管在运输,安装及使用过程中避免因外界因素而造成的破坏。制造外套管应添加抗氧剂,紫外线稳定剂和碳黑等。聚乙烯外套管易老化,如露天存放宜用篷
布等物遮盖,堆放处应远离高热源和火源,制成防腐钢管后,禁止暴晒,骤冷,否则聚乙烯外套管易开裂,影响产品性能和使用寿命。 环氧粉末浸塑工艺防腐 环氧粉末一直是采用静
电喷涂工艺涂敷.


德国清漆面漆的环境要求,以满足*终平滑度要求:施工基底表面应保持清洁,在其他工程施不应有交叉作业 清洁维护和地面维护表面涂层完成后,将相关施工材料和工具运离
现场,并严密封闭和饰面,至少24小时后允许人员进入和行走。 不允许带进沉淀物。漆膜通常3天才能完全固化。在此期间,应避免其他工程的施工、搬运和安装。 环氧粉末
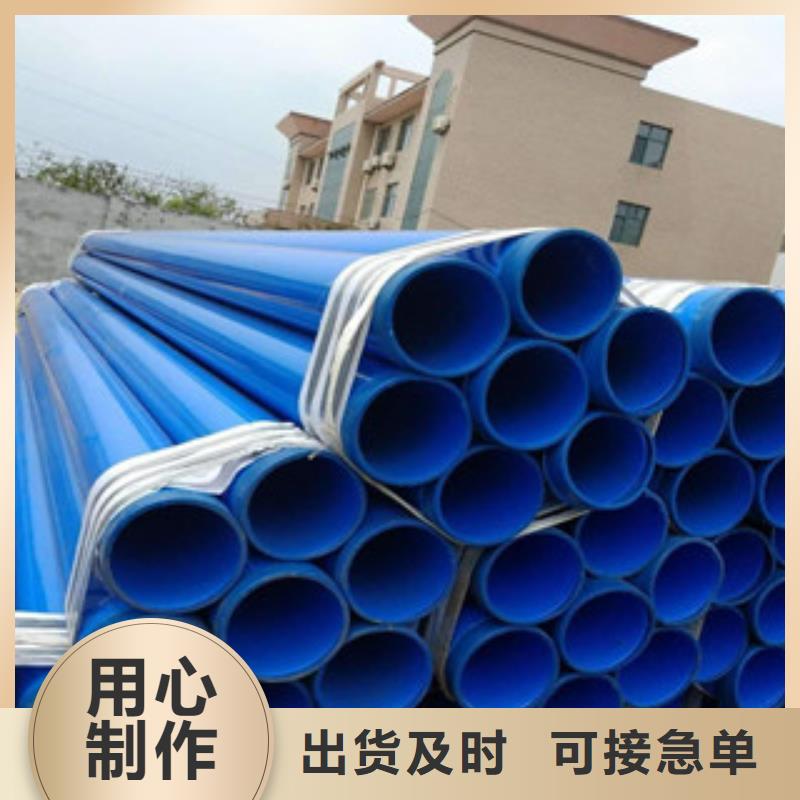
防腐钢管环氧粉末防腐钢管环氧粉末防腐钢管FBE环氧粉末先在流化床中充分流化,然后通过静电喷涂,粉末颗粒带负电并均匀附着在接地预热的钢管表面 对于少量扩散的粉末
,可通过回收系统回收,不会造成粉尘污染。 管道防腐中有一种涂料叫重防腐环氧粉末涂料,也叫熔融环氧粉末,在国外一般称为FBE *于20世纪50年代发,并于20世纪60年
代实现工业化生产。经过这么多年的不断改进,这种涂料已经发展得更成熟。



兴昊管道有限公司有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 河南3PE防腐钢管产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 河南3PE防腐钢管关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。


