



我们的【珩磨管,空心杆现货采购】产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【珩磨管,空心杆现货采购】的图文介绍


而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。现在大部分的珩磨机都是半自动的,常带有自动测量装置,还可纳入自动生产线工作。除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。不管是哪一款珩磨设备,操作时都要检查它的润滑部位,特别是变速箱,看是否有润滑油。如果没有油,就得向所有的注油孔内注油。同时还要检查冷却液是否清洁,冷却液要定期清理,不允许使用污浊不堪的冷却液。



安达液压机械有限公司专注于 安徽滁州不锈钢研磨管销售和服务。公司有经验丰富的工程师,保证提供及时、好的售后服务,公司建有备品仓库,可以迅速快捷地提供产品备件,保证客户能够及时买到各种备品备件。 公司主要销售: 安徽滁州不锈钢研磨管。



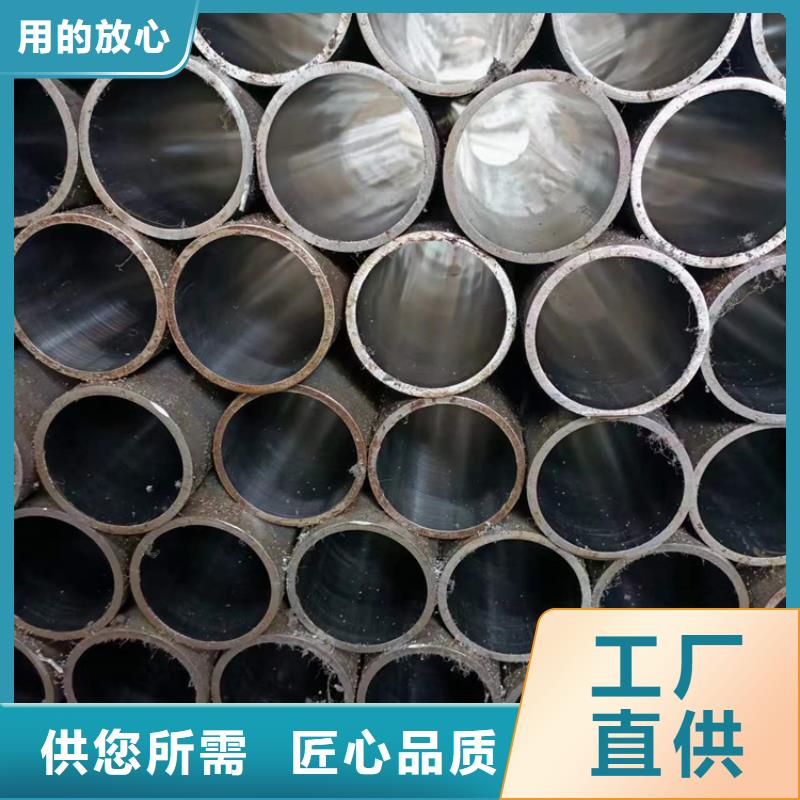
珩磨管是选用精密无缝钢管制造机械结构或液压设备等,精密钢管通过冷拔或冷轧处理后的一种高精密的无缝钢管。由于珩磨管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压产品。珩磨管的敷设排列和走向应整齐一致,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道必须考虑有效措施以防止温度变化使管子伸缩而引起的应力。



油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。