

不容错过的钢筋笼绕筋机,钢筋笼缠绕笼机老客户钟爱视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:钢筋笼绕筋机,钢筋笼缠绕笼机老客户钟爱的图文介绍
建贸机械设备有限公司是集 黑龙江牡丹江五机头钢筋弯箍机生产加工经营于一体的大型企业,公司成立至今一直秉承以用户需求为核心,在专注市场开拓的同时,为客户提供产品与服务,用心的服务赢得了众多客户的信赖和好评,在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信,通过我们的不断努力和追求,一定能够实现与您互利共赢!



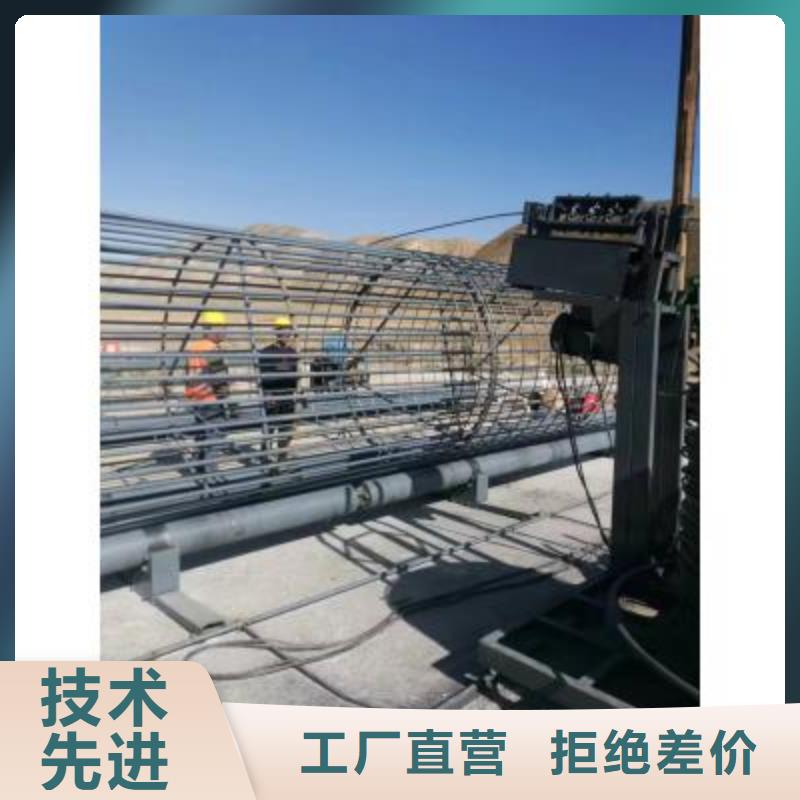
二、技术参数1、型号; TYGJL3000型 (按基本型配置)2、加工范围;钢筋笼直径φ600---φ3000mm 长度12m3、绕筋线速;0---15.44、小车速度;0---1.38济宁腾宇黑龙江牡丹江钢筋笼绕筋机生产采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架) 5,胶辊电机;Y90L-4 功率4kw6、小车电机;Y90L-4 功率1.5kw7、整机质量;3500kg 小车 15*1.3*1.59、安装尺寸;16三 功能应用 主机;含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。



建贸机械设备有限公司生产的 黑龙江牡丹江五机头钢筋弯箍机等产品。我公司现已成为集 黑龙江牡丹江五机头钢筋弯箍机技术咨询、产品设计、制造、安装调试、售后服务于一体的公司,形成了一整套规范化、科学化、系统化管理体系。 公司以“艰苦奋斗”为企业精神,“以顾客为中心,依靠科技创新、推出高效、节能,奉献社会”为企业理念,让用户满意。我公司诚挚欢迎新老客户光临惠顾!




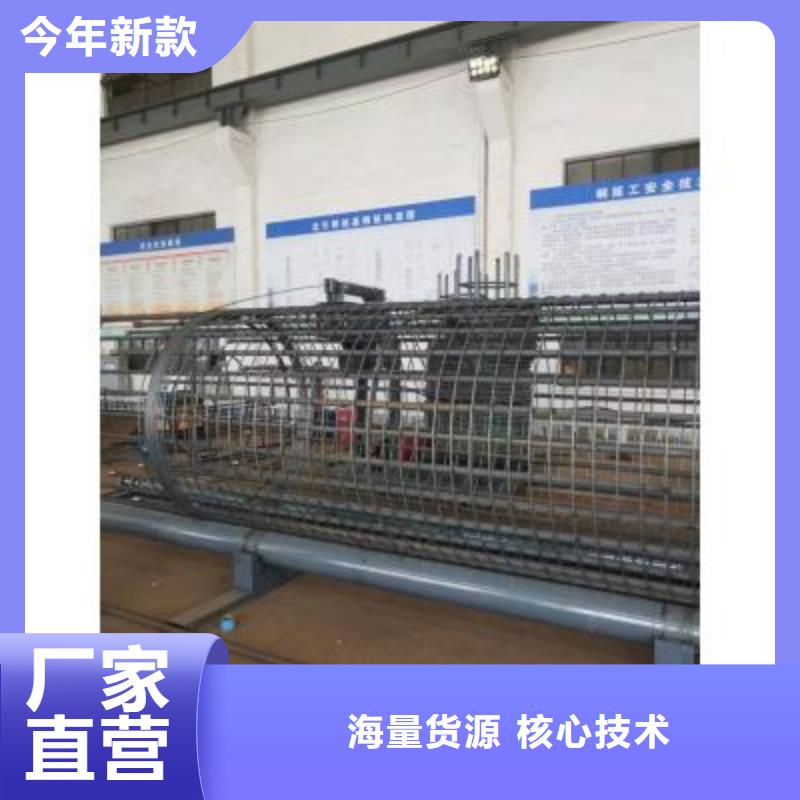
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。引进 欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理免检。?> 采用ABB、Panasonic等进口电控元器件,确保设备运行稳定;钢筋笼绕筋机


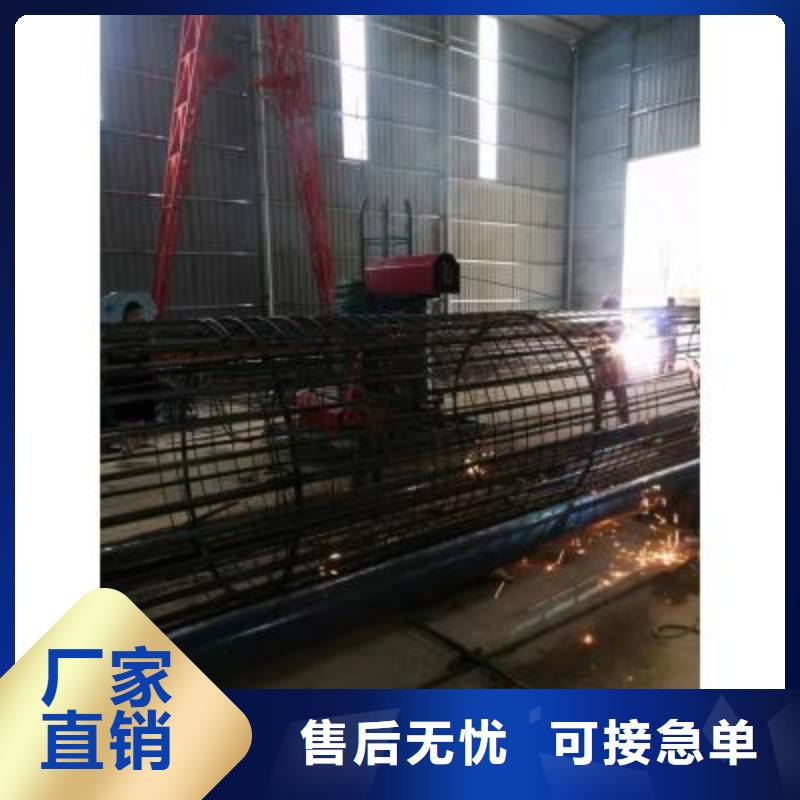
GJL3000型黑龙江牡丹江钢筋笼绕筋机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。河南建贸 钢筋笼绕筋机生产采用半自动的去完成其绕筋成型整个工艺的专用机械装备(亦可在胶辊上制作骨架)本公司钢筋笼绕筋机优点1.PLC变频控制2.绕筋间距.速度无极调节,3.本机参数有自动存储功能4.可远距离遥控使用,远达50米内控制高效方便5.滚筒采用厚壁无缝钢管结实耐用耐磨6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用7.放线架采用304圆钢制作扎实耐用8.本公司产品系同行业中高配置 没有后顾之忧基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位→完成技术参数项目及型号1250型、1500型、2000型、2500型钢。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。


