



想知道不锈钢管-【304不锈钢板】源头实体厂商产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:不锈钢管-【304不锈钢板】源头实体厂商的图文介绍

盛世东和金属材料销售有限公司
盛世东和金属材料销售有限公司现有员工一百多人,拥有整合各种运输车辆三百余台、仓库、分拨场地四千多平方米,年生产【安徽304不锈钢管】四万余吨。



流体食品级不锈钢无缝管在工业上,一般用管奥氏体型不锈钢材质;0Cr19Ni9(USU304)、00Cr19Ni11(USU 304L)、1Cr18Ni9Ti(SUS 321)、0Cr17Ni12Mo2(USU 316)、00Cr17Ni14Mo2(USU 316L)等。要契合GB/T14976-94《流体输送用不锈钢无缝钢管》的规范,还有对钢管内外表面光洁度的要求。
选购流体食品级不锈钢钢管与流体介质的种类、浓度、温度、压力、活动速度、以及其他要素有关。用于食品,饮料,酒类,生物工程等生产配置及流水线。
是针对不锈钢无缝管的外貌光洁度,禁油度以及钝化层举行要求;
1.外貌光洁度:针对钢管的内外外貌举行抛光处理惩罚,使得钢管外貌呈亮面;也便是我们常说的镜面。紧张是警备管内走的流体物质在管内形成挂壁,时间长了容易污染而且形成管内堵塞。
2.钝化层:抛光完成后需将钢管放入钝化池举行浸泡,用酸性钝化液将钢管外貌氧化形成钝化层,以到达钢管的抗腐化结果。
3.禁油度:钝化完成落伍行禁油洗濯,将钢管外貌的油污等去除。完成后需用油脂分析仪举行查验。紧张警备管壁本身的油污污染到管内走的流体物质。



不锈钢管介绍】
不锈钢管的种类有很多种,但是主要的有以下几种用途:
一、不锈钢管的分类
1、按生产方法分类:
(1)无缝管——冷拔管、挤压管、冷轧管。
(2)焊管:
(a) 按工艺分类——气体保护焊管、电弧焊管、电阻焊管(高频、低频)。
(b) 按焊缝分——直缝焊管、螺旋焊管。
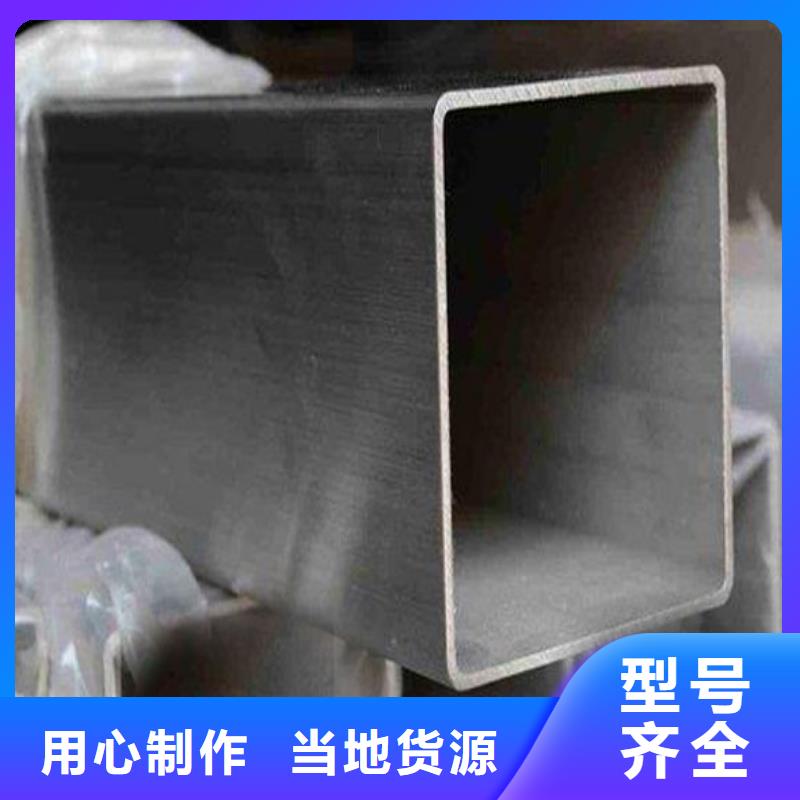
2、按断面形状分类:(1)圆形钢管;(2)矩形管。
3、按壁厚分类——薄壁钢管、厚壁钢管
4、按用途分类:(1)民用管分圆管、矩管、花管,一般用于装饰、建筑、结构等方面;
(2)工业管:工业配管用钢管、一般配管用钢管(饮用水管)、机械构造/流体输送管、锅炉热交换管、食品卫生管等。一般应用于工业的各个领域如:石油化工、造纸、核能、食品、饮料、医药等行业对流体介质要求较高管道。
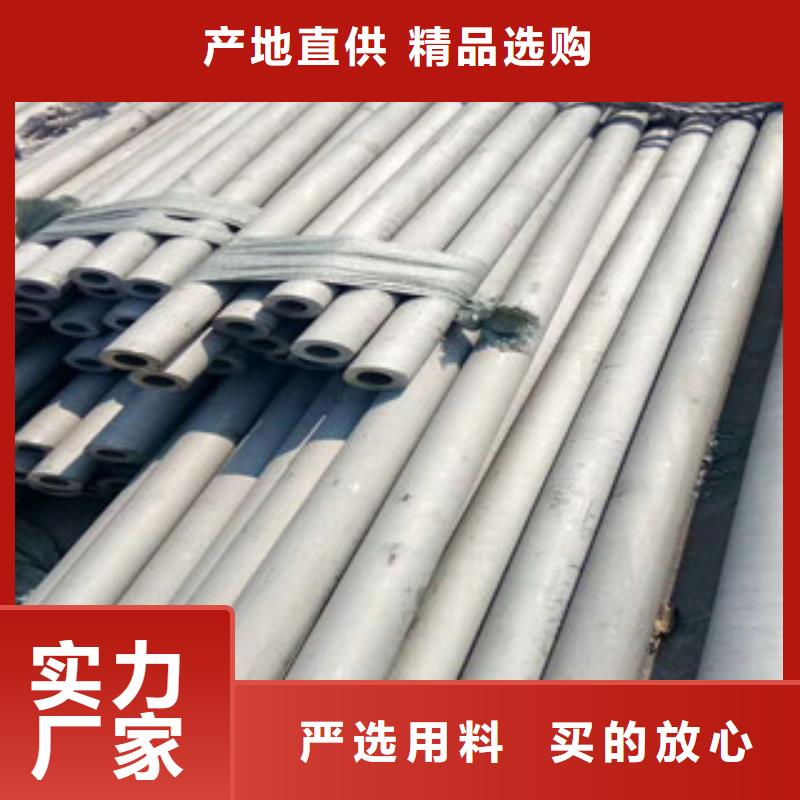
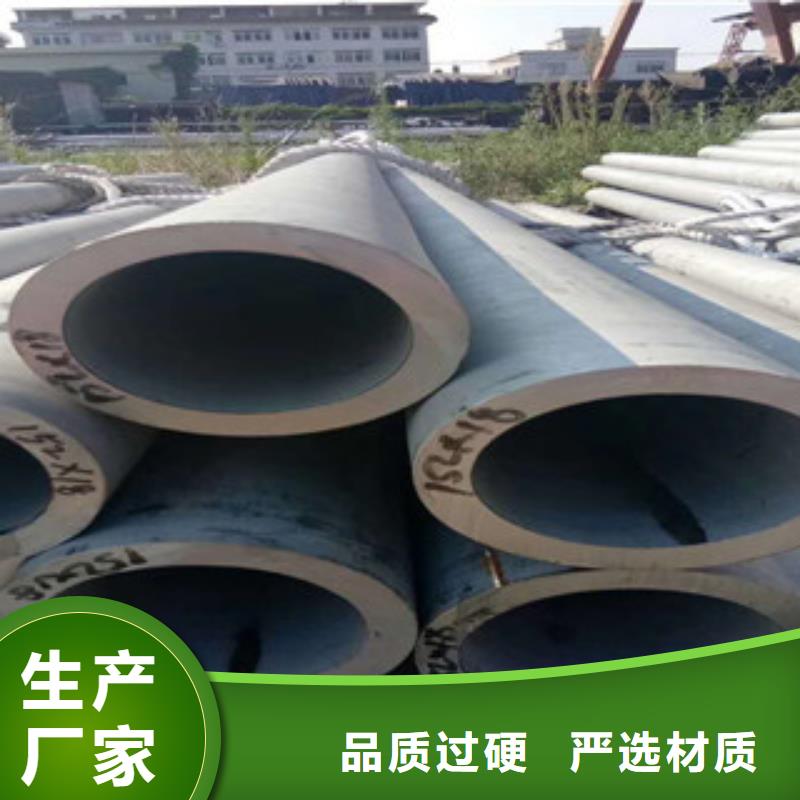
二、无缝钢管
不锈钢无缝管是一种具有中空截面、周边没有接缝的长条钢材。
1.无缝钢管的制造工艺及流程:
冶炼>钢锭>轧钢>锯切>剥皮>穿孔>退火>酸洗>上灰>冷拔>切头>酸洗>入库
2.无缝钢管的特点:
从上面的工艺流程我们不难看出:其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此,它在高压、高强度、机械结构用材方面体现了它的优越性。
三、焊接钢管
焊接钢管简称焊管,是用钢板或钢带经过机组和模具卷曲成型后焊接制成的不锈钢管。
1. 钢板>分条>成型>溶接>感应光亮热处理>内外焊道处理>整形>定径>涡流检测>激光测径>酸洗>入库
2.焊接钢管的特点:
从上面的工艺流程我们不难看出:其一、该产品是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降;其次该产品的工艺决定它的优缺点,一般焊接钢管精度高、壁厚均匀、不锈钢管件内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。
不锈钢管的种类有很多种,但是主要的有以下几种用途:
一、不锈钢管的分类
1、按生产方法分类:
(1)无缝管——冷拔管、挤压管、冷轧管。
(2)焊管:
(a) 按工艺分类——气体保护焊管、电弧焊管、电阻焊管(高频、低频)。
(b) 按焊缝分——直缝焊管、螺旋焊管。
2、按断面形状分类:(1)圆形钢管;(2)矩形管。
3、按壁厚分类——薄壁钢管、厚壁钢管
4、按用途分类:(1)民用管分圆管、矩管、花管,一般用于装饰、建筑、结构等方面;
(2)工业管:工业配管用钢管、一般配管用钢管(饮用水管)、机械构造/流体输送管、锅炉热交换管、食品卫生管等。一般应用于工业的各个领域如:石油化工、造纸、核能、食品、饮料、医药等行业对流体介质要求较高管道。
二、无缝钢管
不锈钢无缝管是一种具有中空截面、周边没有接缝的长条钢材。
1.无缝钢管的制造工艺及流程:
冶炼>钢锭>轧钢>锯切>剥皮>穿孔>退火>酸洗>上灰>冷拔>切头>酸洗>入库
2.无缝钢管的特点:
从上面的工艺流程我们不难看出:其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此,它在高压、高强度、机械结构用材方面体现了它的优越性。
三、焊接钢管
焊接钢管简称焊管,是用钢板或钢带经过机组和模具卷曲成型后焊接制成的不锈钢管。
1. 钢板>分条>成型>溶接>感应光亮热处理>内外焊道处理>整形>定径>涡流检测>激光测径>酸洗>入库
2.焊接钢管的特点:
从上面的工艺流程我们不难看出:其一、该产品是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降;其次该产品的工艺决定它的优缺点,一般焊接钢管精度高、壁厚均匀、不锈钢管件内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。



SUS304是一种18-8系的奥氏体不锈钢,通常用作冲压垫圈类紧固件。由于其冲压在各部分材料的形变程度各不相同,大约在15%~40%之间,因此材料的加工硬化程度也有差异。
SUS304不锈钢焊管薄板冷加工以后,观上滑移面及晶界上将产生大量位错,致使点阵产生畸变。畸变量越大时,位错密度越高,内应力及点阵畸变越严重,使金属变形抗力和强度、硬度等随变形程度而增加,塑性指标伸长率、断面收缩率降低。
当加工硬化达一定程度时,如继续形变,便有开裂或脆断的危险,成形后其残余应力极易引起工件自 裂。在环境气氛作用下,放置一段时间后,工件会自动产生晶间开裂(通常称为“季裂”)。故在SUS304不锈钢冲压成形过程中,一般都必须进行工序间的软化退火,不锈钢焊管即中间退火,以消除残余应力,降低硬度,恢复材料塑性,以便能进行下一道加工。
试验材料及分析
试验材料:SUS304,厚度0.7±0.05mm,其化学成分(质量分数:W%)≤0.08%C、≤1.00%Si、≤2.00%Mn、≤0.04%P、≤0.030%S、8.00%~10.50%Ni、18%~20%Cr。
随着预形变量的增加,SUS304不锈钢焊管的屈服强度和抗拉强度增明显提高,硬度值增加,耐塑性下降,产生了明显的加工硬化现象。同时,也可以清楚看出,随着预形变量的增加,试样的屈强比也随之增加,这说明试样的可成形性也会随着冷变形量的增加而降低。
退火软化工艺
经加工硬化的SUS304不锈钢可采用高温和低温退火两种方式来恢复塑性,降低硬化程度,并消除或减少残余应力,为了不使材料产生敏化,退火时应避开500℃~850℃的敏化温度范围。
低温退火对SUS304不锈钢的屈服强度影响较小,在500℃以下退火,退火后屈服强度值变化较小,高温退火对试样屈服强度的影响较大,预形变量为15%时在1050℃下退火后Re降到260MPa,Rm几乎随退火温度成线性下降,但是变化的幅度比Re小得多。同时,试样的维氏硬度值随退火温度的升高而下降。
随着退火温度的升高,试样伸长率明显提高,特别是高温退火状态下,Re下降最为明显,达到了完全软化状态。在1050℃退火(保温5min,快冷)伸长率A、硬度HV达到软化的 组合。

