




<安康>神悦钢材有限公司43021
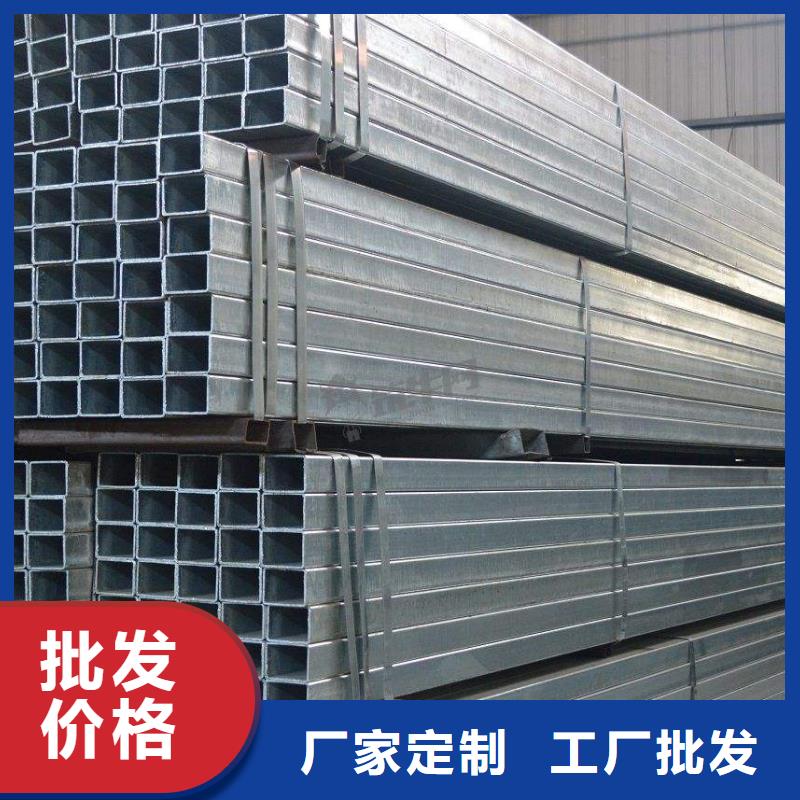
安康镀锌管更容易被划伤; 头尾不齐是带钢直接卷取,轧后不切头尾造成的。 这些缺陷终导致焊管外观质量不合格,必须将其切断或判断为报废,从而降低焊管的成品率和合格率。 塔盘卷从内圈到外圈十条带钢为塔盘卷取带卷,一般不允许大于50mm。 轻微松卷可在精轧后使用,而严重松卷则无法分拣,必须裁切使用,增加金属消耗,降低成品率。 包装不牢固,不符合包装要求; 装卸过程中操作不当; 原材料管理不善、储存、来回升降,造成卷筒松动。 安康镀锌方管氧化皮渗入带钢边缘之间的焊缝区会导致焊接缺陷,而带钢表面的氧化铁片渗入成型会加速成型辊的磨损。 氧化皮严重的热轧带钢应去氧化皮。 热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着锌层。 从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。 热浸镀锌也用于防止腐蚀。 热镀锌的 道工序是酸洗除锈,然后是清洗。 这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。
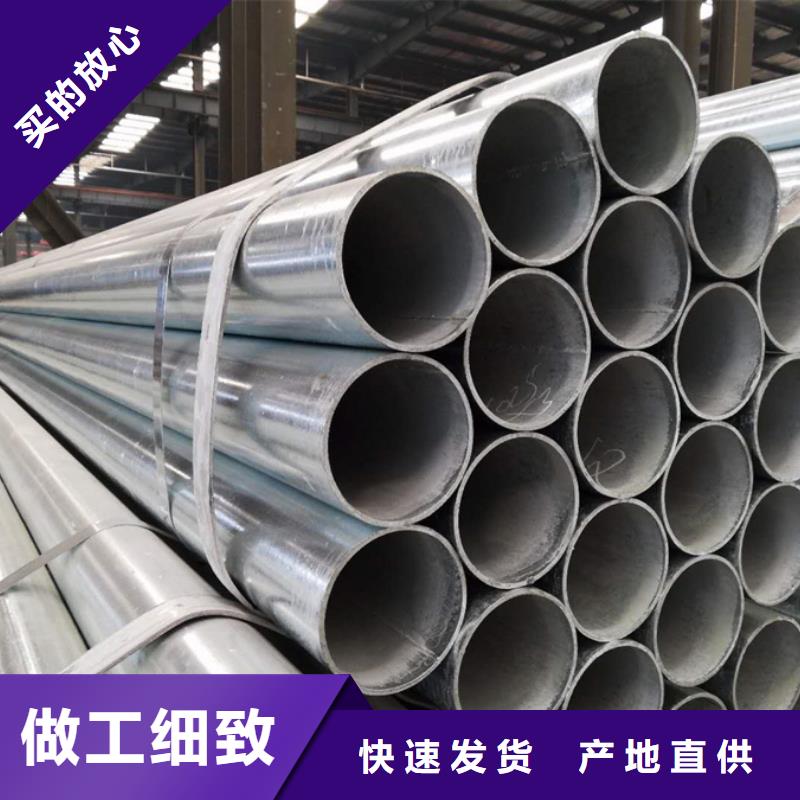
安康热镀锌方矩管也是各种战略武器不可缺少的原材料。气瓶等都需要无缝钢管制造。镀锌方管按截面积的不同可分为圆钢管和异型钢。 由于在相同直径标准下圆形面积较大,因此环形管可以输送大量液体。 此外,当圆形截面承受内部或外部轴向工作压力时,承受力比较均匀。 因此,大多数无缝钢管是圆钢管。 采用安康镀锌管自动焊接技术,替代单人电焊,获得电焊加速、均匀化的效果。虽然采购比较贵,但可以在不改变直径的管道上积极焊接,并且在严格按照既定的稳定速度进行电焊时,提供了稳定均匀的电焊效果。全方位可调特性使该主动机也可用于大口径变径钢管,并可调节不同等级和金相分析常用管材的焊接时钟频率。

钢基材涂层是常用的方法,也是所有方法中有效的。 安康镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 安康镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。


安康镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺精确测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用安康镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?
