




安阳珩磨油缸管省心的选择 <安阳>九冶管业有限公司
珩磨管专业知识问答1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。3、珩磨管的表面粗糙度,一般是为多少?

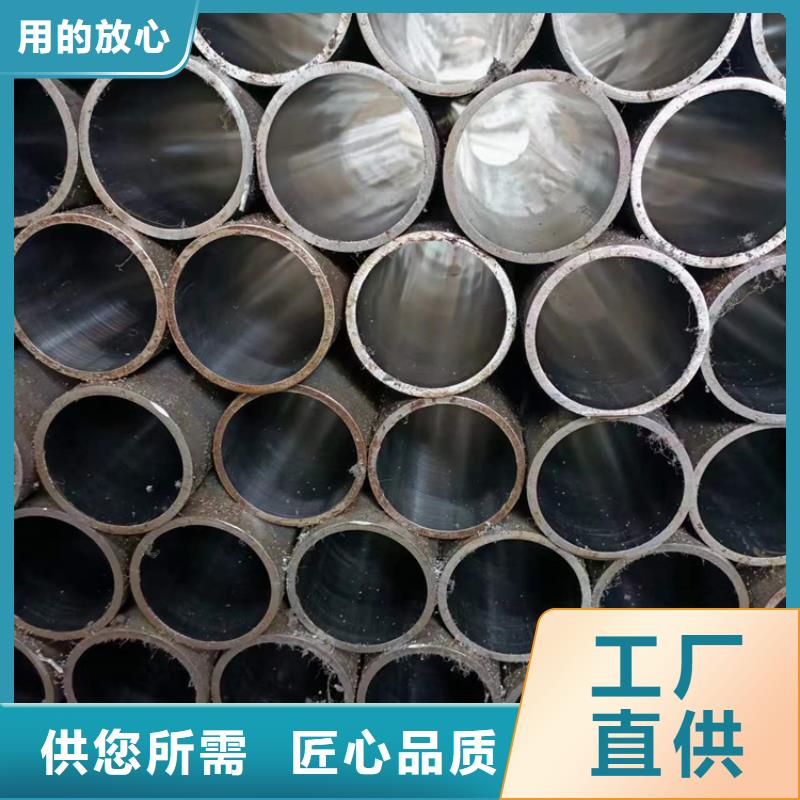
安阳珩磨油缸管省心的选择
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。

安阳珩磨油缸管省心的选择 安阳珩磨油缸管省心的选择
了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。