




为了让您更全面地了解我们的数控钢筋套丝打磨生产线施工团队产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:数控钢筋套丝打磨生产线施工团队的图文介绍

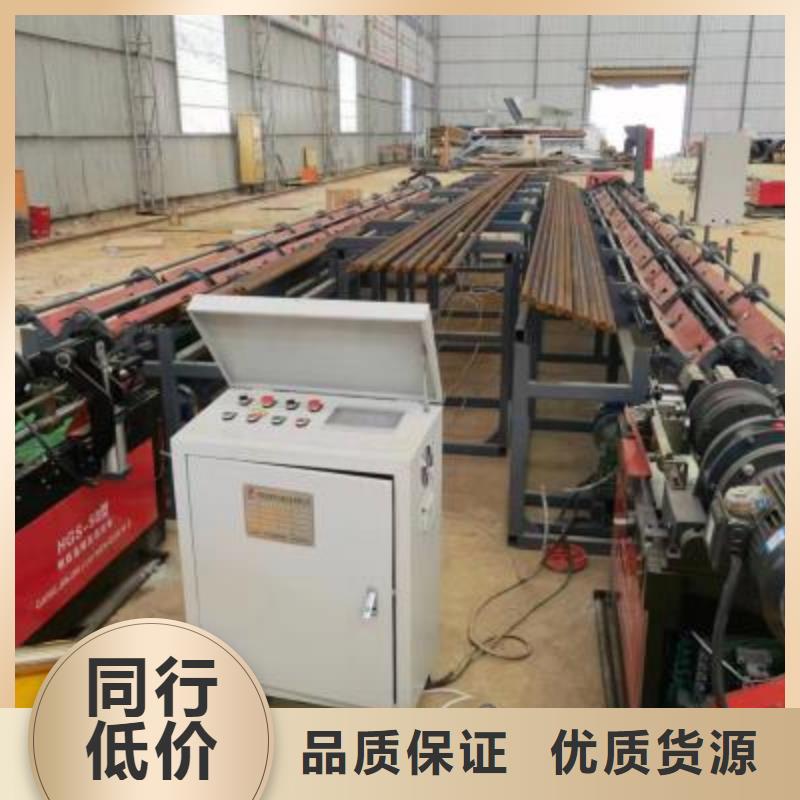
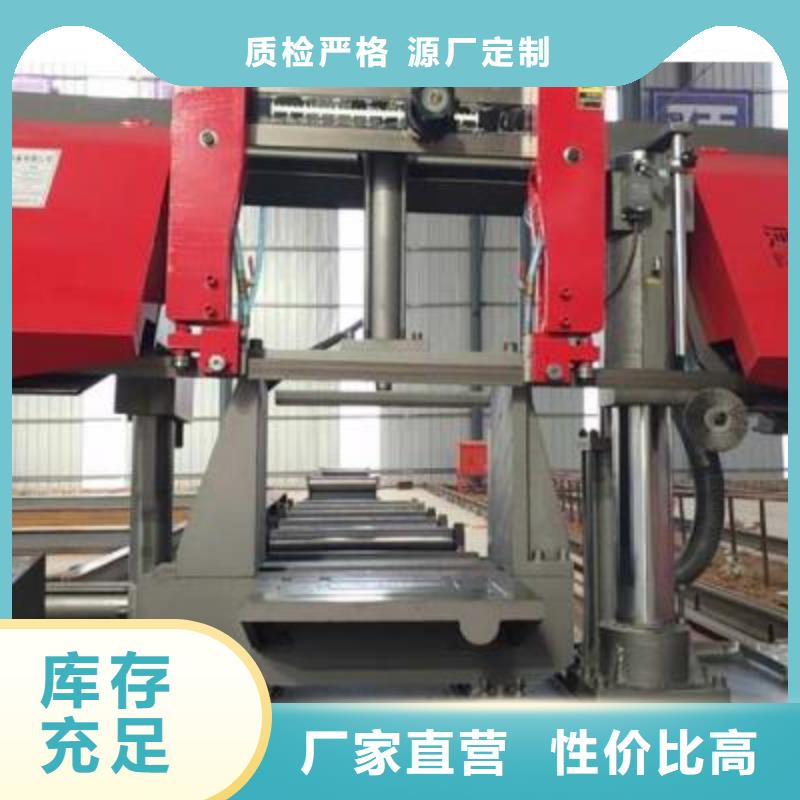
华尔网数控钢筋剪切生产线产品特点:1、剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高;2、液压式剪切系统,故障率低,可靠性高,剪切能力强;3、多挡板设计,定位速度快,效率高;4、双向收料机构,成品存放量提高一倍;5、配置套载,可大大提高材料的利用率;6、控制系统:汇川PLC,汇川变频器,威伦触摸屏。技术参数配置:剪切钢筋直径范围:Φ12~40mm;剪切长度范围:1~12m;剪切精度:±5mm;剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28m×3.3m×2.5m 电控系统:380V,50~60HZ 液压系统:系统压力31.5Mpa,液压站电机18.5KW剪切能量表(三级钢,57kg/mm2)(注意:剪切钢筋数量要在能量级以内)


锯带呈直线断裂 1、张力太小或太大
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件



建贸机械 有限公司是专业生产各种【甘肃白银智能压浆】等专业性的企业。 经过数年来的不懈努力,拥有了强大的【甘肃白银智能压浆】生产开发技术队伍,并以优质的【甘肃白银智能压浆】产品和诚信的服务赢得了用户的好评,在国内众多【甘肃白银智能压浆】中脱颖而出。


适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。

