


<包头>神悦钢材有限公司68647
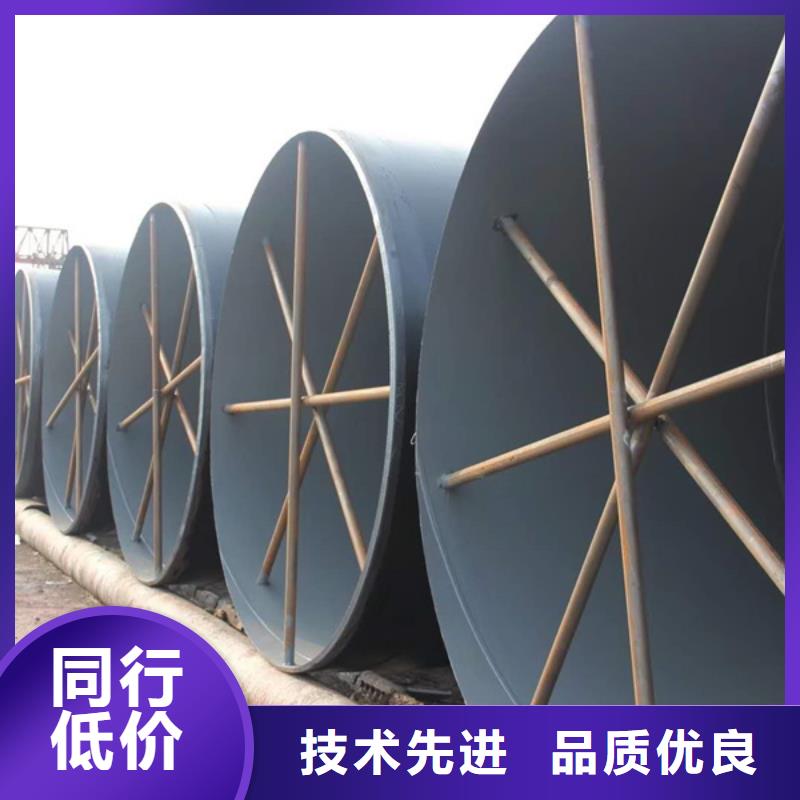
5.包头Q355B螺旋管滚轧法 一般不用芯轴,适合于厚壁管内侧圆缘。 6.包头Q355B螺旋管滚轮法保温螺旋钢管 在保温螺旋钢管内放置芯子,外周用滚轮推压,用于圆缘加工。 第二、包头Q355B螺旋管的防腐方法 此种钢管就是人们经常说的保温螺旋钢管此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料常见的防腐形式有3pe防腐、环氧树脂防腐、水泥砂浆防腐、ipn8710防腐此种加工方法 的目的就是延长管道的使用寿命。 风力元素:喷涂操作期间风速需要5米/秒以下。因为风速超过5 m / s时它会放出热量产生的反应这将影响聚氨酯泡沫的发泡反应迅速使产品的外观脆。同时,由于喷雾发泡机会将物料混合喷雾成雾化状态,如果风速过高,雾化颗粒会被吹走,物料损失增加,环境受到污染。
虽然铁和镍物理化学性能相近,又有无限固溶的冶金互容性,但各自加上不同的合金元素,则变成不锈钢和高温合金后,其物理性能又不相同,包头16mn螺旋管其组合后的熔焊焊接性就不是太好,略为复杂,但仍然属于没有特殊困难的异种金属焊接。奥氏体型不锈钢同种金属焊接有优良的焊接方法适应性,几乎所有的熔焊方法都可擦焊等可以很好地适应;镍基高温合金同种金属焊接的对高能束等离子弧焊电子束焊和激光焊等及压焊的焊接适应性同样良好,但弧焊方法的适应性较差。其原因之一是镍基高温合金热强性高塑性差以及熔透性差,相同焊接条件下高温合金的熔池液态金属流动性差,熔深只有不锈钢的即使采用大电流高热输入,也不能增加熔深,只能使接头过热晶粒粗大导致热裂纹发生。因此,镍基高温合金从防止热裂纹产生的措施应是采用低热输入小电流的焊接热源,减小过热区高温停留时间,避免晶粒长大导致热裂纹的产生。焊条电弧焊焊及埋弧焊均因为电弧功率太大,而且热输入不可控,所以镍基高温合金的焊接很难采用。

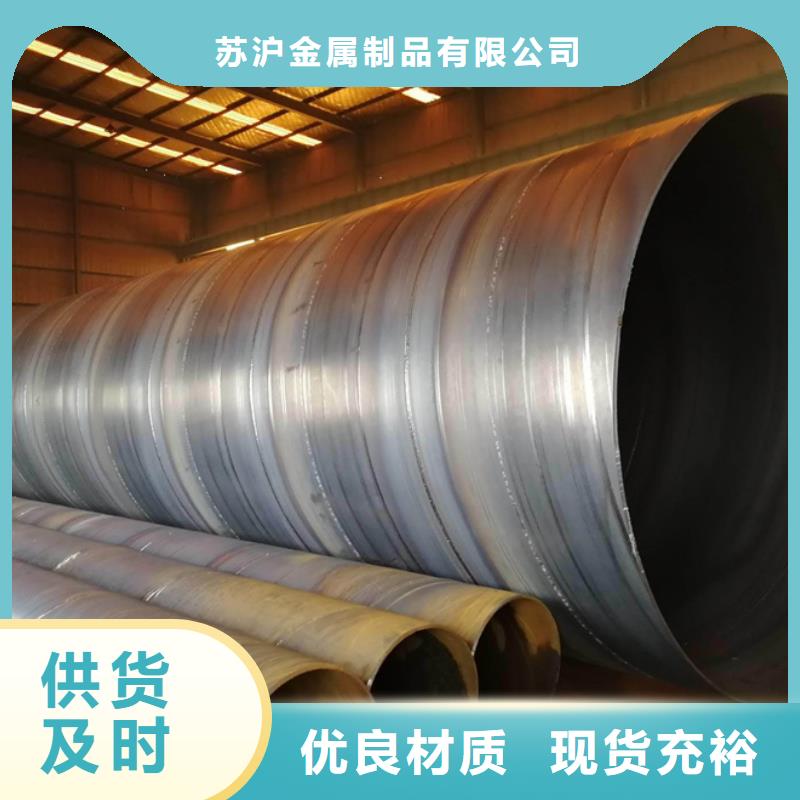
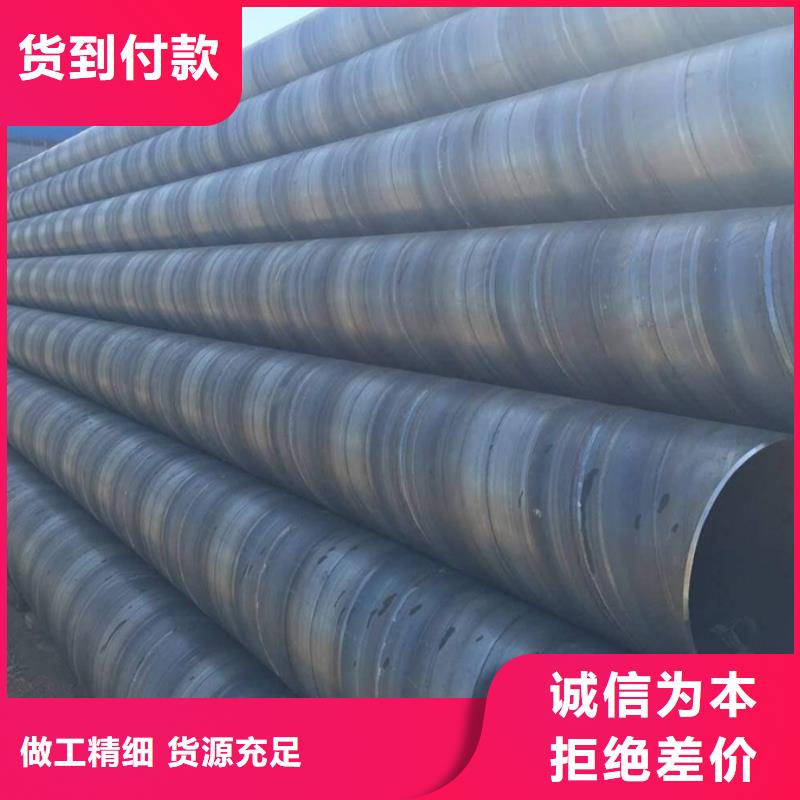
包头防腐螺旋管生产要提示我们的是,双面埋弧螺旋管焊缝处理方面应该注意一些事项要点。如果间隙过大,就会造成邻近效应减少,涡流热量不足焊缝质检结合不良产生裂缝。间隙过小就会造成邻近效应增大,焊接的热量过大,以至于焊缝烧毁损坏。管坯的两个边缘加热到焊接的温度之后,在挤压辊的挤压下,形成深坑,影响焊缝的表面质量。螺旋管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。 如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。 1.包头防腐螺旋管修口 为了保证焊接质量,焊接前要进行全面检查和纠正,使螺旋钢管的端部,斜角,钝边,圆度等符合接口要求。尺寸,个别钢管的需要在别处做坡口加工时,采用气焊切割,除去炉渣,然后用砂轮磨削。 操作流程是:检查接口连接器的尺寸→清除气室→确定并调整钢管的纵向接缝错开位置→ 管线的直线度→调整对口的间隙尺寸→调平口→直角→直线→点焊接


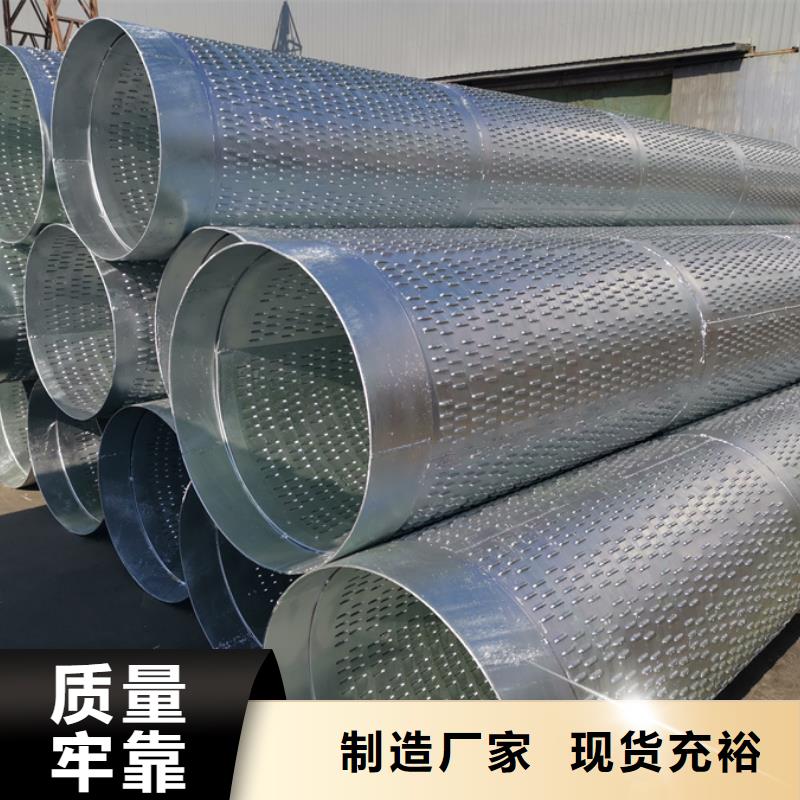
包头Q355B螺旋管通过辊轮的转动摩擦使原料旋转,表示交叉辊轮旋转机构的结构。 它是依靠两个呈交分布的动力辊轮把钢料夹持住,螺旋钢管通过辊轮的转动摩擦使钢料旋转进。前进中旋转速度的调节由变频调速电机的转速来控制。交叉轮的安装间距由热处理钢材的规格尺寸而定。水平传送辊道长度从几十米至数百米,由众多的辊轮组成。由于螺旋钢管采用了皮带轮和链条等部钢材前进速度的均匀性和稳定性较差,必须经常检查上述部件的紧度。表示电机传送辊道。它是由调速电动机直接拖动辊使钢材前进。调速电动机使用的间距由钢材长度而定。 电动机的速采用变频调速电源来调控钢材前进速度。 这种传送方式是当前钢材感应加热快速热处理生产线使用多的方式。它是实现热处理生产线功率-温度自动控制必备的件。 水平斜装辊轮旋转机构。
