







常德无缝方管头尾壁厚不均匀的原因是管坯的前切坡、管坯的过度弯曲和对中孔不正确,容易造成钢管头壁厚不均匀。穿孔时伸长系数过大,轧辊速度过高,轧制不稳定。冲孔机抛钢不稳定,容易造成毛管尾部壁厚不均。其措施是检查管坯质量,防止管坯前端大切坡和减径,在更换孔道或修补时纠正定心孔。采用较低的穿孔速度,保证了轧制的稳定性和毛细壁厚的均匀性。在调整辊速时,配套导板也相应调整。
常德无缝方管和冷轧方管是型钢或钢板的成形工艺。它们对钢的组织和性能有很大的影响。钢材的轧制主要是热轧,冷轧仅用于生产小型钢和薄板。
常德无缝方管热轧
优点:能破坏钢锭的铸造组织,细化钢的晶粒,消除组织缺陷,使钢致密,提高力学性能。这种改进主要体现在轧制方向上,使钢材在一定程度上不再各向同性;在高温高压的作用下,也可焊接浇注过程中形成的气泡、裂纹和松动。
整套制造的原材料为圆柱形棒料或管料,目前根据成型工艺不同,常德无缝方管整套一般有以下几种制造过程。
1)(棒料)下料-锻造-退火(或正火-车削(冷辗成型)-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
2)(棒料、管料)下料-冷辗成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
3)(管料)下料-车削成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
4)(棒料)下料-冷(温)挤压成型-车削-热处理淬、回火-磨削-零件检查-退磁、清洗-
常德无缝方管执行标准
1.可执行GB6728-2002结构用冷弯空心型钢标准。
2.可执行JISG3466-88日本一般构造方矩管适应范围标准。
3.其他特殊精度要求以供需双方所签协议为准
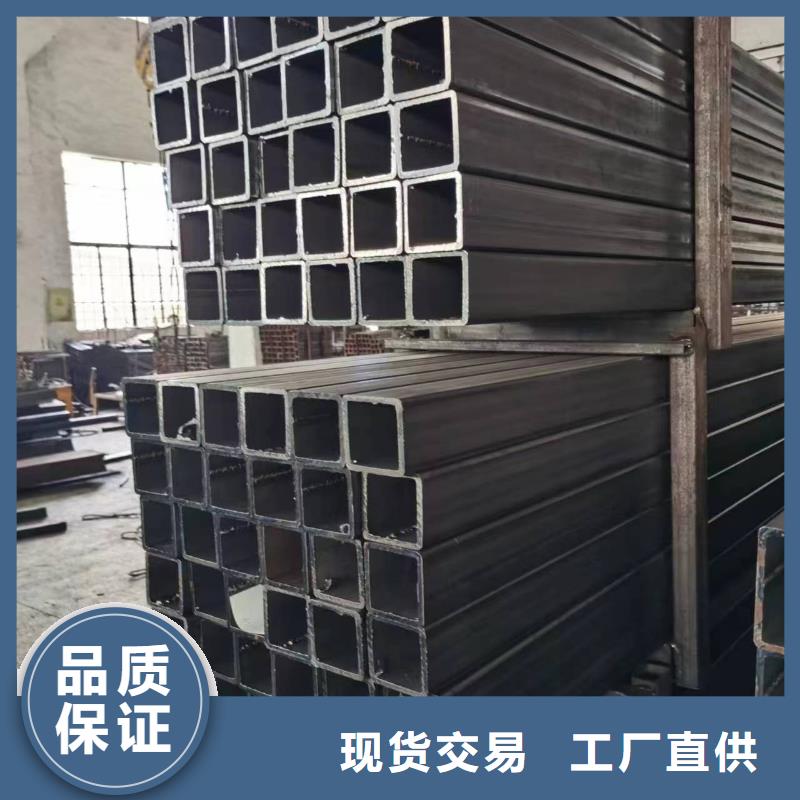
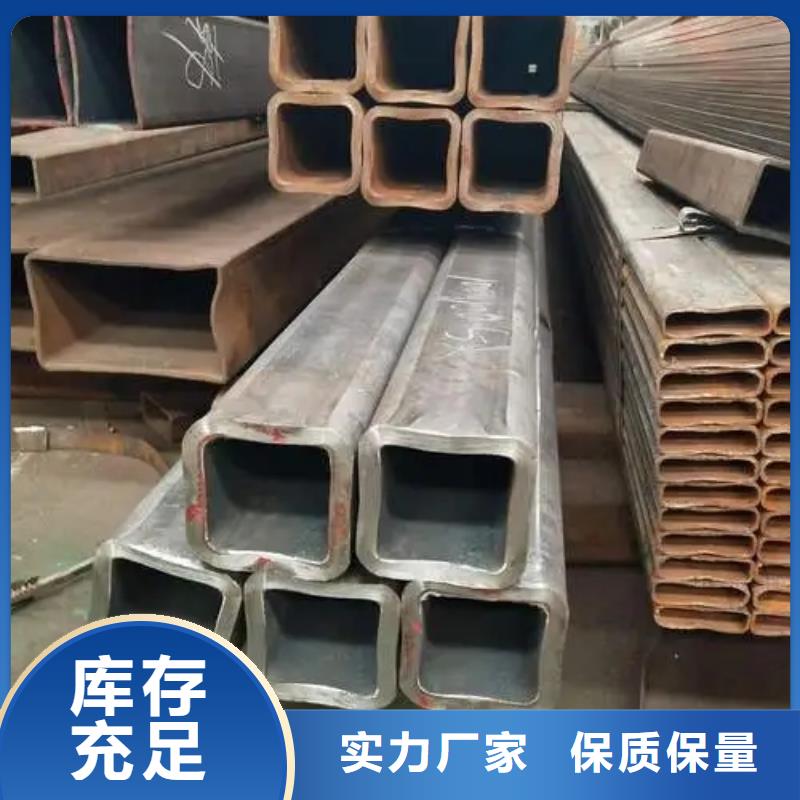
常德无缝方管是管材的一种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成无锡方管然后剪切成需要长度。一般是50根每包。
无锡方管有无缝和焊缝之分,无缝无锡方管是将无缝圆管挤压成型而成。
1. 常德无缝方管的性能指数分析-塑性
塑性指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。
2. 常德无缝方管的性能指数分析-硬度
硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。
根据工程图的总体规划,进行管道的准确定位,预制构件的支管根据现场的自然环境,再按照整体图进行切割和现场,然后用角向磨光机打磨焊缝,再进行电焊。
常德无缝方管在使用前应完成工程施工准备。 Q345B无缝方管的管道沟应开挖,完成管井的砌砖切割,应及时用到各种Q345B无缝方管,所需的各种物品,包括直流焊接机,自动切割机,冲击电钻,角向磨光机等应充分准备。在基本机械设备之前,只能进行一系列准备工作。
根据质量规定和Q345B无缝方管,常德无缝方管不得在焊接位置焊接立管,并应防止弯曲部分焊接。不带机械设备的立管的误差和泄漏应小于3 mm /米,而水稳装置的误差和泄漏应小于1 mm。 Q345B无缝方管要求焊接平整且饱满,焊缝不得烧穿和开裂。
常德无缝方管的调平和铣削:需要先经过砧台使原先弯曲的厚钢板平整,再经过铣床使厚钢板平整
切开边缘的两侧,使其可以达到板的指定宽度,板边缘的平整度和焊缝的外观。
