您的位置>首页 >昌都当地行业动态 >
精密无缝钢管精拉光亮管细节之处更加用心
- 更新时间: 2025-02-21 11:29:39 浏览次数:1
- 产品报价: 电议
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:精密无缝钢管精拉光亮管细节之处更加用心的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 无缝钢管 | 国标 |
|---|
| 无缝钢管 | 国标 |
|---|
导读 您是想要在西藏昌都市采购高质量的精密无缝钢管精拉光亮管细节之处更加用心产品吗?龙丽金属材料有限公司是您的不二之选!我们致力于提供品质保证、的精密无缝钢管精拉光亮管细节之处更加用心产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王立勇-13863560558,QQ:1399892158,:《聊城东昌府区开发区蒋官屯街道办事处前屯工业园到西藏 昌都市 江达县、贡觉县、类乌齐县、丁青县、察雅县、八宿县、左贡县、芒康县、洛隆县、边坝县》。 西藏自治区,昌都市 昌都市,古称“康”或“客木”,别称康巴、藏东明珠,西藏自治区辖地级市,位于西藏自治区东部、澜沧江上游,是西藏自治区的东大门。昌都地处三河一江地区(昂曲、扎曲、色曲、澜沧江),藏语意为“水汇合口处”。总面积为10.983万平方千米。昌都市属高原亚温带亚湿润气候,西北部、北部严寒干燥东南部温和湿润;日照时间长,干湿分明。根据第七次人口普查数据,截至2020年11月1日零时,昌都市常住人口为760966人。截至2023年6月,昌都市辖1个市辖区、10个县,市政府驻卡若区。
想要全方位体验精密无缝钢管精拉光亮管细节之处更加用心产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
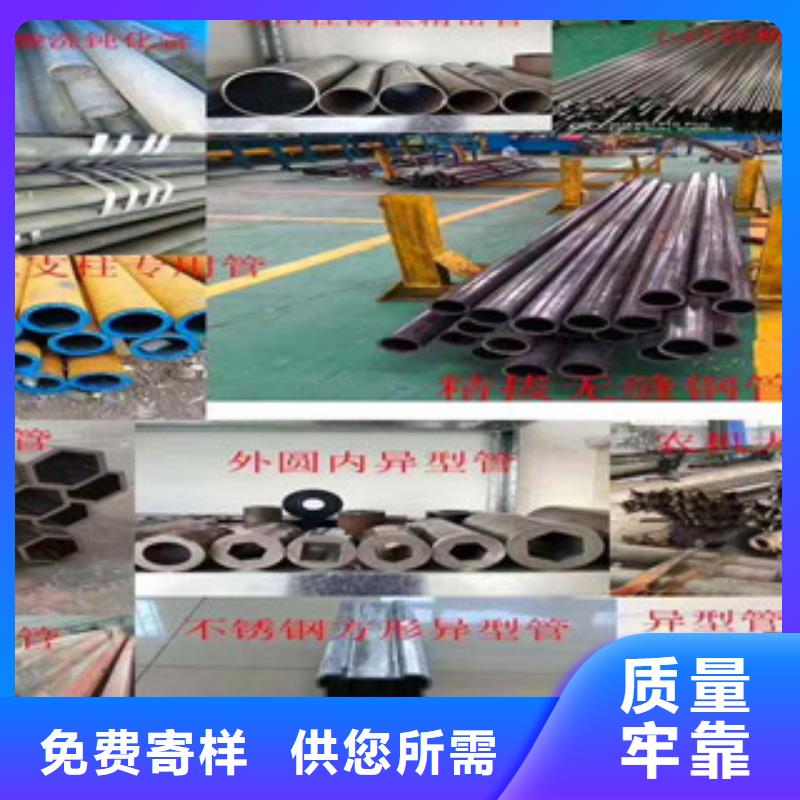
以下是:精密无缝钢管精拉光亮管细节之处更加用心的图文介绍
昌都精拔管
龙丽金属材料有限公司
昌都精拔管的详细介绍
工厂产地直供


生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的最小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能消除热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的最小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。


直营大型工厂甄选昌都精拔管原材料无中间商

规格多样多种昌都精拔管规格可选满足客户多种需求

加工来图来样可根据您的需求昌都精拔管

贴心售后昌都精拔管迅速多年行业经验值得信赖
总结 选购精密无缝钢管精拉光亮管细节之处更加用心来西藏昌都市找龙丽金属材料有限公司,我们是直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王立勇-13863560558,{QQ:1399892158},:[东昌府区开发区蒋官屯街道办事处前屯工业园]。