




金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。

一锯床带锯条的常见疑问因操作不妥形成的要素:1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。
主要包括:机械设备的资产管理、机械设备的状态管理、动力设备与能源管理、机械设备的更新改进、现代管理方法在设备管理中的应用。
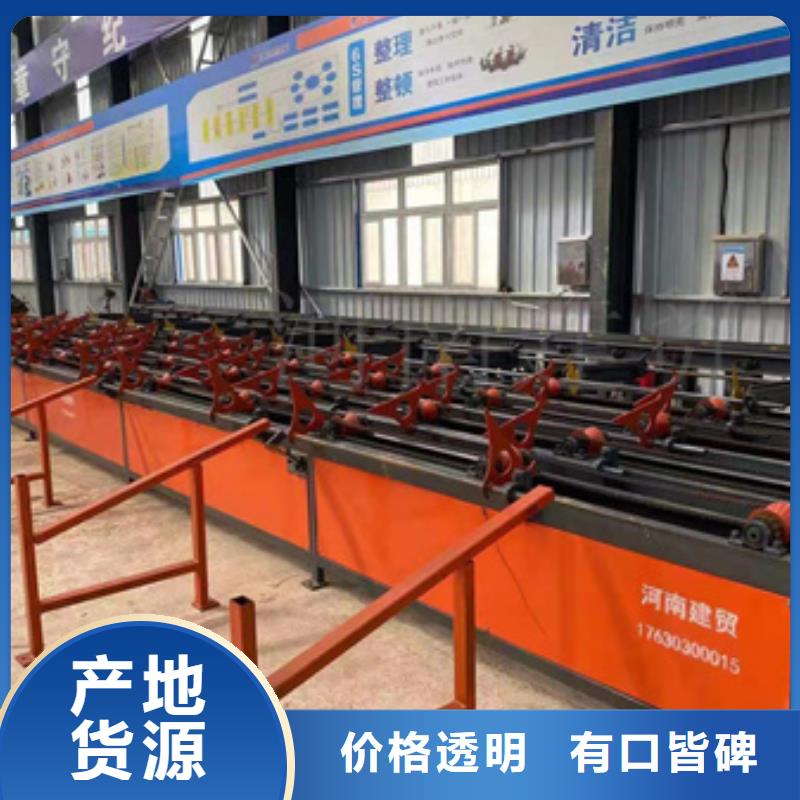
一全自动金属带锯床主要技术规格:
频率50Hz
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg
性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
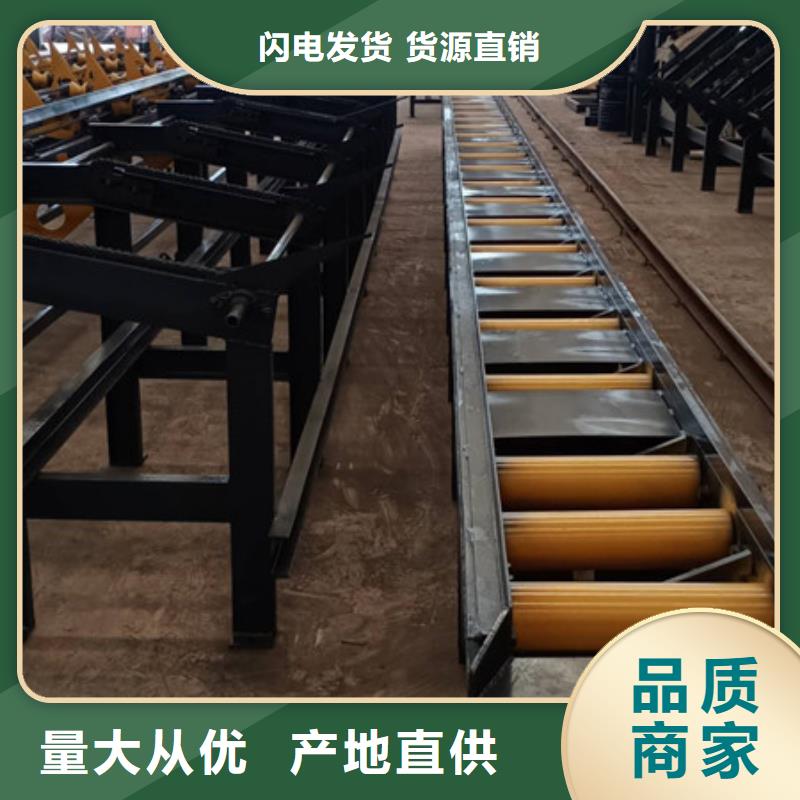
1.底座
是采用了箱形结构钢板焊接而成的。在底座中含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件一般是固定在底座上则中间是夹料虎钳和手动送料机构此外还有工作台等。
3.锯梁和传动机构
是由厚钢板切割而成的因此具有很好的刚性其中含有蜗轮箱、被动轮以及锯条张紧装置等且锯条的运转速度一共分为三档。
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
 jmc
jmc
确认电源连接完好后,打开主动轮罩,按锯床起动按钮,检查带锯轮转向是否正确。锯床锯切前应根据材料的直径及材质选择合适齿节的锯条,对照面板的参数表调整锯条的线速度及进给速度,并调整钢丝刷轮盒,使钢丝刷轮接触至带锯条2/3齿高处。新锯条首次使用时必须进行磨合切削,须将锯条的线速度及进给速度降至正常切削状态参数时的一半,且至少锯切5个直径为200mm或相当切削面积的完整切片。锯床发现振动或异常响声时,应立即停机检查,
带锯床锯下的锯屑可以看出锯切压力和条件是否正确:
1、很细或粉末状的锯屑表示应增加进给速率或降低锯带速度 ;
2、厚、重或蓝色的锯屑表示锯条过载应减少进给速率或提高锯带速度 松散盘卷的锯屑表示理想的锯切状态。
 <长治>建贸机械设备有限公司
<长治>建贸机械设备有限公司
