




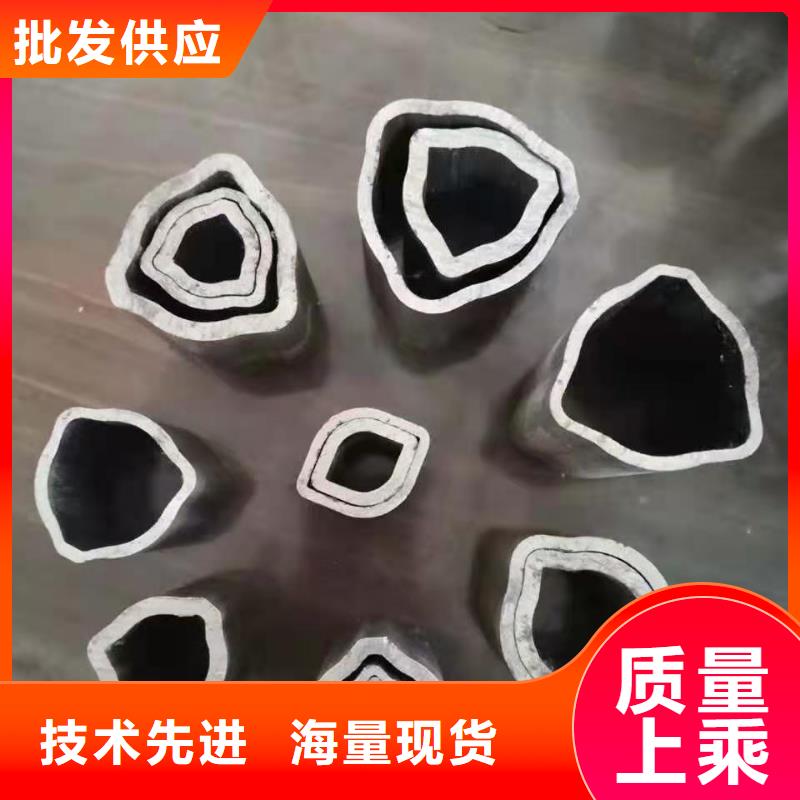
冲压件,【异型钢管】资质认证的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:冲压件,【异型钢管】资质认证的图文介绍


冲压折弯件是冲压加工中非常常见的五金冲压件。在实际生产中,冲压折弯件的外观和尺寸经常不符合图纸上的标准。到底是什么什么环节出现了问题影响了冲压件的折弯尺寸?我们总结一下吧。
1.冲压原材料的原因
折弯件所采用的材料不同也会影响折弯件的形状与尺寸。这主要有两方面的原因:一方面是材料的力学性能、成分分布不均,则对于同一板料所折弯的冲压件,由于压力及回弹值不同,而使形状和尺寸尺寸产生偏差;另一方面,材料的厚度不均,也会使折弯的冲压件在尺寸与形状上有所差异。
2.冲压模具的原因
折弯冲压模具是折弯冲压件的工具,通常折弯冲压件的形状和尺寸取决于冲压模具工作部分的尺寸。冲压模具制造尺寸越精密,折弯件的形状尺寸就越精密。另外,冲压模具结构中采用的压料装置和定位装置的可靠性,对折弯件的形状与尺寸也会有较大的影响。
3.折弯工艺的原因
当折弯冲压件的工序增多时,由各工序的偏差所引起的累积误差也会增大。此外,工序前后安排顺序不同,也会对尺寸有很大影响。例如,对于有孔的折弯件,当先折弯后冲孔时,孔的形状和位置尺寸比先冲孔后折弯时要高得多。
4.工艺操作的原因
冲压模具的安装、调整及生产操作的熟练程度都会产生一定的影响。例如,送料时的准确性,钢板定位的可靠性,都会对折弯件形状及尺寸产生影响。
5.冲床的原因
在折弯时,冲床型号不同、吨位大小不同、工作速度不同等,都会使折弯件尺寸发生变化。此外,冲床本身的尺寸也会产生一定的影响。
6.折弯件本身的原因
折弯件形状不对称,或者其外形尺寸较大,都会在折弯过程中产生较大的偏差。针对以上主要原因,在实际生产中加以预防和修正,就能够生产出具有较高尺寸的折弯件。
1.冲压原材料的原因
折弯件所采用的材料不同也会影响折弯件的形状与尺寸。这主要有两方面的原因:一方面是材料的力学性能、成分分布不均,则对于同一板料所折弯的冲压件,由于压力及回弹值不同,而使形状和尺寸尺寸产生偏差;另一方面,材料的厚度不均,也会使折弯的冲压件在尺寸与形状上有所差异。
2.冲压模具的原因
折弯冲压模具是折弯冲压件的工具,通常折弯冲压件的形状和尺寸取决于冲压模具工作部分的尺寸。冲压模具制造尺寸越精密,折弯件的形状尺寸就越精密。另外,冲压模具结构中采用的压料装置和定位装置的可靠性,对折弯件的形状与尺寸也会有较大的影响。
3.折弯工艺的原因
当折弯冲压件的工序增多时,由各工序的偏差所引起的累积误差也会增大。此外,工序前后安排顺序不同,也会对尺寸有很大影响。例如,对于有孔的折弯件,当先折弯后冲孔时,孔的形状和位置尺寸比先冲孔后折弯时要高得多。
4.工艺操作的原因
冲压模具的安装、调整及生产操作的熟练程度都会产生一定的影响。例如,送料时的准确性,钢板定位的可靠性,都会对折弯件形状及尺寸产生影响。
5.冲床的原因
在折弯时,冲床型号不同、吨位大小不同、工作速度不同等,都会使折弯件尺寸发生变化。此外,冲床本身的尺寸也会产生一定的影响。
6.折弯件本身的原因
折弯件形状不对称,或者其外形尺寸较大,都会在折弯过程中产生较大的偏差。针对以上主要原因,在实际生产中加以预防和修正,就能够生产出具有较高尺寸的折弯件。



金海金属材料有限公司位于开发区蒋管屯镇杜丹江路东首100号,公司多年来一直从事 江苏常州异型钢管生产加工业务,我公司生产的 江苏常州异型钢管具有生产效率高、成本低、操作方便、安全性高、易于维护等特点。公司以“诚信为本!品质为金!服务至上!”为宗旨,欢迎各界新老客户来迅达公司光临指导,洽谈业务,我们愿与您携手共创美好明天!



冲压件加工厂中摩擦压力机是利用螺杆与螺母的相对运动原理工作的,具有结构简单、制造容易、维修方便、生产成本低等特点。
冲压件加工厂中摩擦压力机工作时灵活性大,其作用力的大小可以根据需要通过操作进行调节。
超负荷时,摩擦轮打滑而不会损坏模具及设备,适用于弯曲大且厚的工件以及校正,压印,成形和温、热挤压等冲压工序。
其缺点是飞轮轮缘磨损大,生产率和精度较低。



冲压件
10. 短小工件时,要用专门工具,不得用手直接送料或取件。
11. 生产者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲床动作,严禁与他人闲谈。
12. 生产时操作员、修模员严禁把手伸入模具内作业。
13.作业员在安装吸风机时,严禁把手伸到电机上打扫废料 。
14. 上班时严禁穿拖鞋,以免车间模具、铁块等砸到脚。班长、钳工、修模员上班时必须穿劳保鞋;
15. 男作业员严禁留长发,女作业员长发要盘起来,以免长发卷入飞轮内。
16. 白电油、酒精、清洗剂等其它油类要注意防火。
17. 材料、废料和模具装箱时需带手套作业,以免划伤手。
18. 有油质时须及时清理,以免地滑摔交。
19. 钻铣床时严禁带手套;在使用磨床时要带口罩和眼睛防护罩,保护好自己。
20. 注意拖拉模具以防掉落地上(要把平板车放到 才能拉运模具)

