

联系我们

当前位置:
聊城 润星电力管材有限公司 >
承德当地行业新闻
【PE燃气管PVC-C电力管实体厂家大量现货】
更新时间:2025-02-22 22:58:08 浏览次数:7 公司名称:聊城 润星电力管材有限公司
以下是:【PE燃气管PVC-C电力管实体厂家大量现货】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
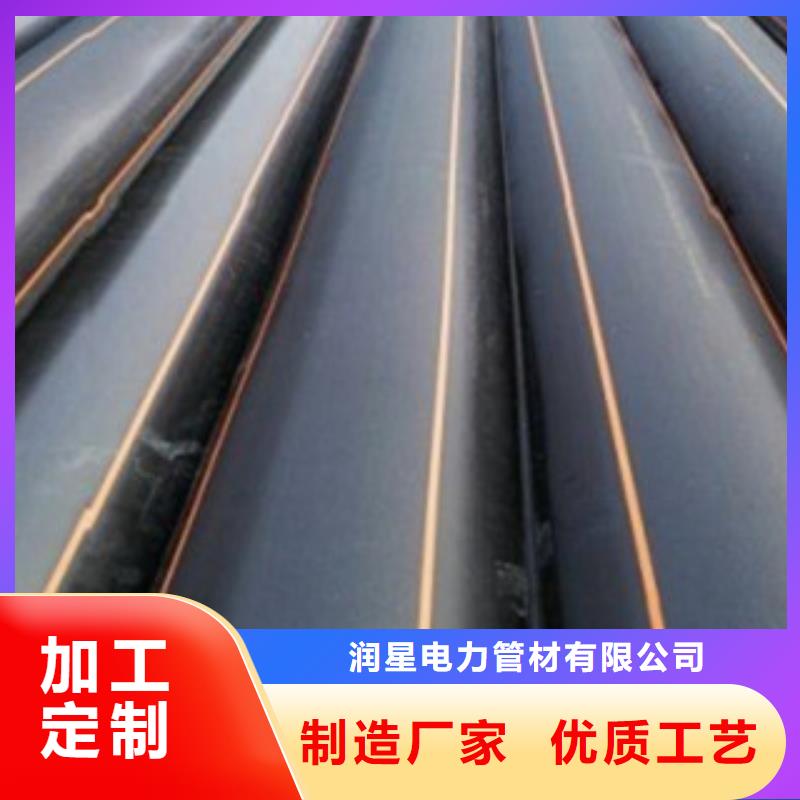
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:【PE燃气管PVC-C电力管实体厂家大量现货】的图文视频


今年在河北省承德市购买【PE燃气管PVC-C电力管实体大量现货】有了新选择,润星电力管材有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。直销,确保为您提供实惠且品质卓越的【PE燃气管PVC-C电力管实体大量现货】产品。如需购买或咨询,请随时联系我们,联系人:王经理-15006359263,QQ:292543758,:聊城塑料管材产业园到河北省 承德市 双桥区、双滦区、鹰手营子矿区、兴隆县、平泉市、滦平县、隆化县。 河北省,承德市 承德市地处河北省东北部,南邻京津,距省会石家庄435千米,距北京225千米,是连接京津冀辽蒙的重要节点,华北和东北两个地区的连接过渡地带,具有“一市连五省”的独特区位优势,是甲类开放城市,中国普通话标准音采集地、中国摄影之乡、中国剪纸之乡。承德的避暑山庄及其周围寺庙是中国十大风景名胜、旅游胜地四十佳、重点风景名胜区。1994年,被联合国教科文组织列入《世界文化遗产名录》。
为您精心制作的【PE燃气管PVC-C电力管实体大量现货】产品视频已准备就绪,全面展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:【PE燃气管PVC-C电力管实体大量现货】的图文介绍

承德mpp直埋电力管
润星电力管材有限公司
承德mpp直埋电力管的图文介绍
追求品质直营

润星电力管材有限公司是集产品研发、设计、生产、销售于一体的的公司. 主要产品有 河北承德mpp直埋电力管,产品特点:有优势、制作精美,品质优良,可以更好的展示贵公司的产品。服务客户。企业经营方针为:良心品质、爱心。企业准则为:品质、品行、品德、品牌。




产品实拍图
PRODUCT REAL SHOT DISPLAY


结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。



联系人:王经理,:15006359263,润星电力管材有限公司在河北省承德市本地专业从事【PE燃气管PVC-C电力管实体大量现货】,河北省承德市各个县市以及周边城市均可提供送货上门服务!