以下是:PE燃气管_PE给水管加工定制的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/米 |
|---|
| 发货期限 | 3-7天 |
|---|
| 供货总量 | 9999999999999 |
|---|
| 运费说明 | 电联 |
|---|
| 最小起订 | 整车 |
|---|
| 质量等级 | 国标 |
|---|
| 是否厂家 | 是 |
|---|
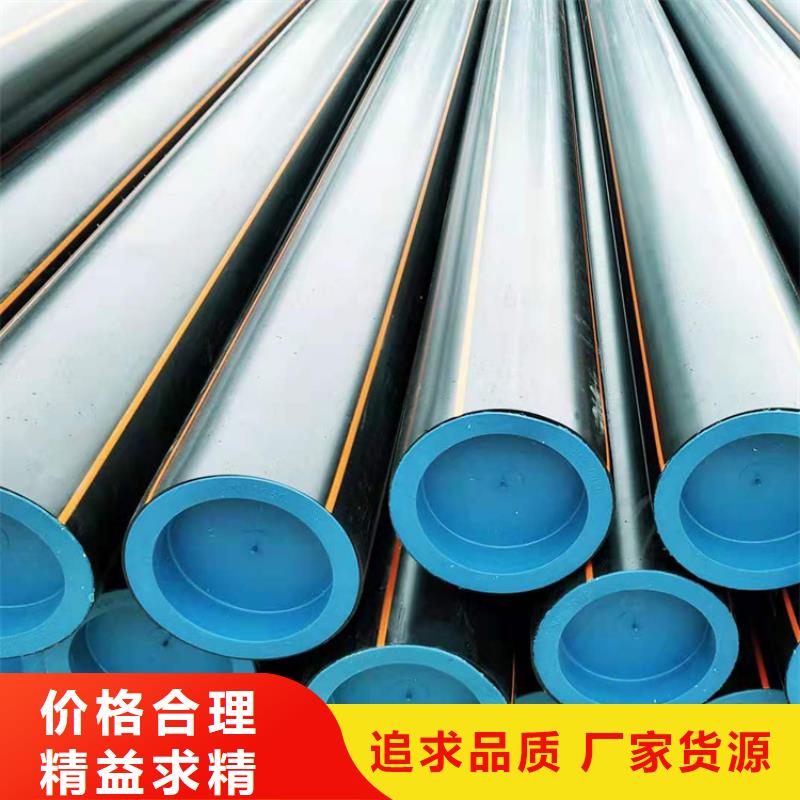
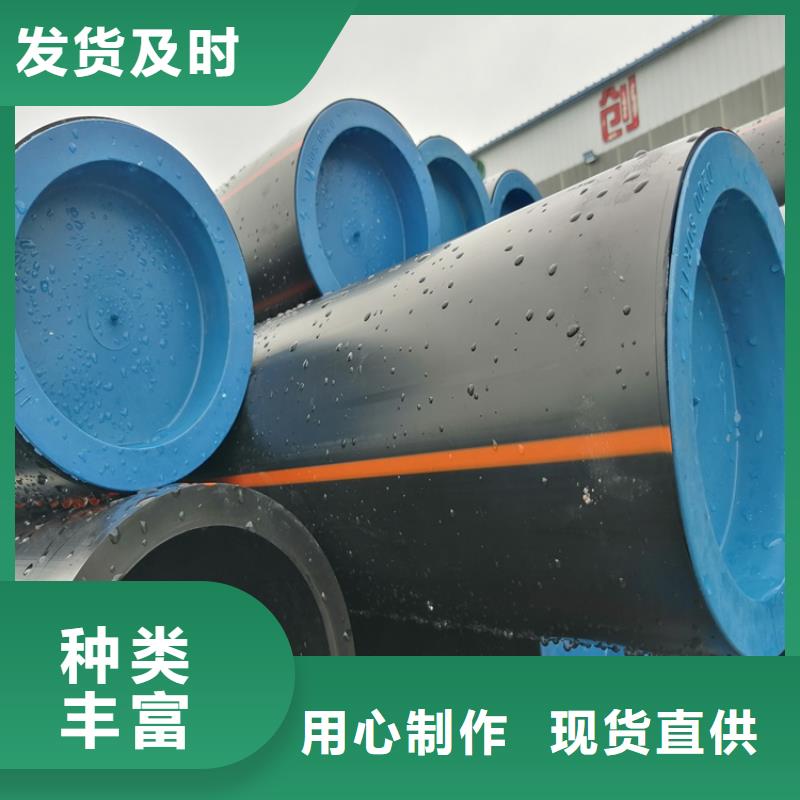
| 产品材质 | PE聚乙烯 |
|---|
| 产品品牌 | 鑫恒德 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:PE燃气管_PE给水管加工定制的图文视频
PE燃气管_PE给水管加工,恒德塑胶有限公司为您提供PE燃气管_PE给水管加工,联系人:周经理,:15095068822、15095068822,QQ:87238491,请联系恒德塑胶有限公司,地:聊城山东省聊城市阳谷县闫楼镇周庄村西首到安徽省 滁州市 琅琊区、南谯区、来安县、全椒县、定远县、凤阳县、天长市、明光市。 安徽省,滁州市 滁州市文化传承源远流长,享有“金陵锁钥、江淮保障”“形兼吴楚、气越淮扬”之誉。滁州得名于滁河,滁河古称“涂水”,滁州由古代“涂中”沿革而来。公元473年,设新昌郡,治涂中镇(滁州市区),已有1500多年的历史;公元589年,设立滁州建置。“一山、一亭、 一文、一书、一帝、一村”是浓缩滁州市的六张历史人文名片。滁州市已形成先进装备、智能家电、健康食品、新型化工、硅基材料、绿色能源等支柱产业。
我们诚意满满地为您制作了这部PE燃气管_PE给水管加工产品视频,旨在全方位、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
以下是:PE燃气管_PE给水管加工的图文介绍
恒德塑胶有限公司
专业生产滁州硅芯管
滁州硅芯管的图文介绍
欢迎合作销售

恒德塑胶有限公司是集【安徽滁州硅芯管】的设计研发、生产制造、销售为一体的专业。公司将一直秉承,勇于创新”的企业态度,不断提升【安徽滁州硅芯管】产品和服务的质量与价值,继续为客户提供优质【安徽滁州硅芯管】和完善的服务,我公司以其科学的管理,我们将永远坚持用我们的诚心换取您的放心这一原则,回报社会,服务于社会。我们真诚的欢迎各地更多的朋友来参观指导,让我们手拉手,心连心共同发展!


PE燃气管_PE给水管加工,恒德塑胶有限公司为您提供PE燃气管_PE给水管加工的资讯,联系人:周经理,:15095068822、15095068822,QQ:87238491,地:山东省聊城市阳谷县闫楼镇周庄村西首。