




恩施精密钢管分级淬火温度应不超过650°C,以防止发生珠光体的转变和析出碳化物考虑到下贝氏体的转变温度为320~250°C,其转变温度在260~30CTC,因此生产中采用260~280°C等温2~4h。由于等温淬火后的残余奥氏体温度较多而且稳定,故应进行四次回火。
经过淬火处理后的恩施精密钢管,其综合机械性能在很大程度上有了比较明显的提高,精密钢管在未来的发展过程中将会有更好的发展。
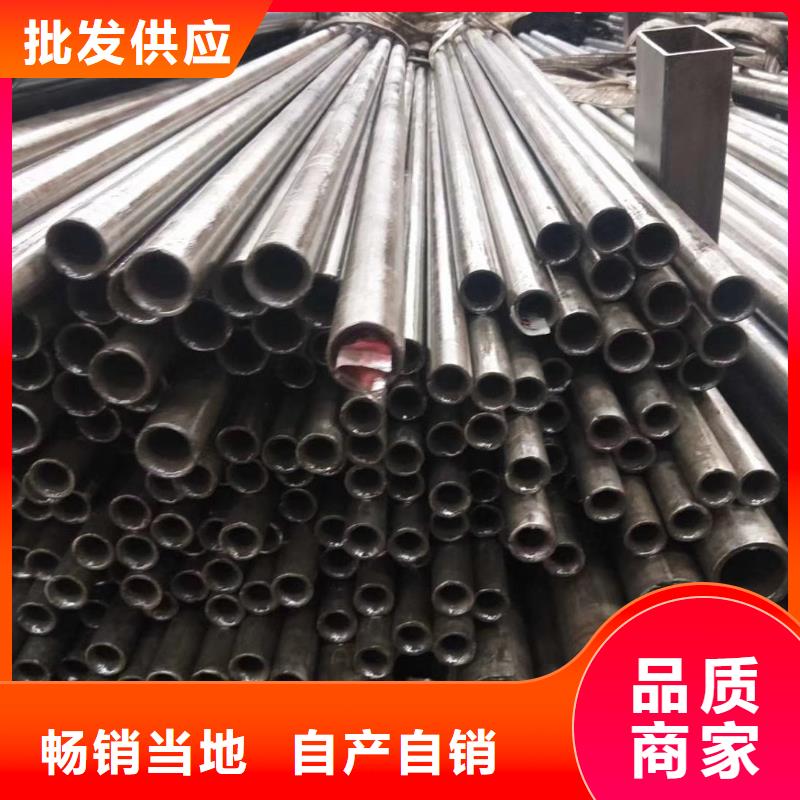
恩施精密钢管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可精确至0.2mm以内,在保证抗弯、抗扭强度相同时,重量较轻,所以广泛用于制造精密机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹、轴承等。
恩施精密钢管生产工艺的注意事项:
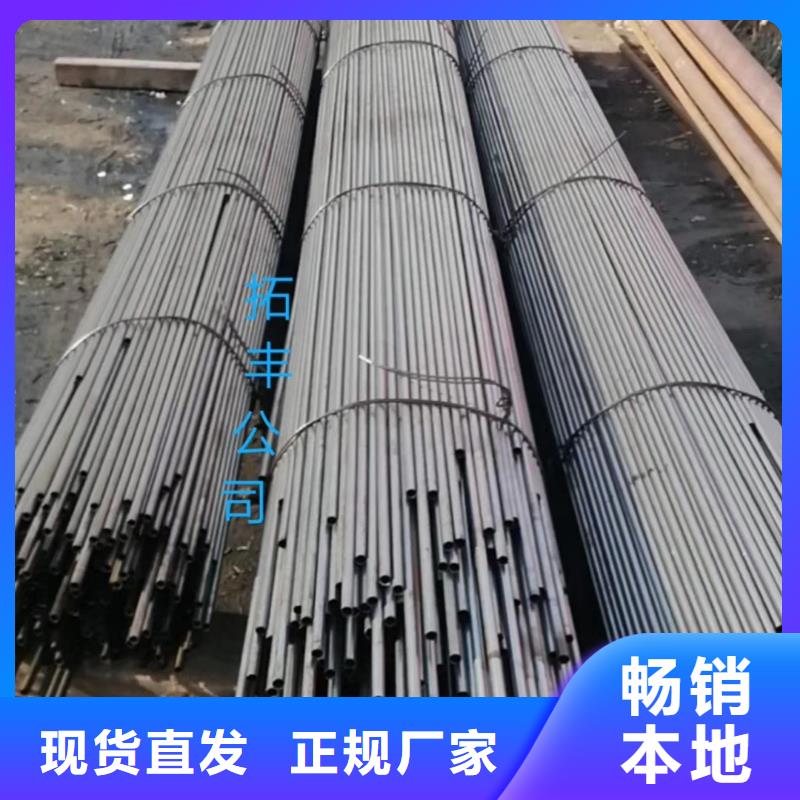
恩施精密钢管毛管
毛管壁厚要均匀,内外表面缺陷少,要配置外表面抛光及内孔缺陷清理设备。
恩施精密钢管具有承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点。
恩施精密钢管的适用范围:
恩施精密钢管是一种无铬多元素贝氏体型热强钢。钢中虽然不含铬,但由于多元素综合作用,使钢具有较高的热强性、抗氧化性和组织稳定性。可作使用温度为580℃的锅炉过热器管,也可用于压力容器等。
恩施精密钢管的热处理规范:
热处理规范:正火970~1010℃,保温时间按1.5min/壁厚mm,但不小于20min。760~780℃回火,3h。
清理恩施精密钢管注意事项:
1、要严格控制处理液的温度与操作时间;
2、酸洗除锈要彻底,一经发现未除净的锈,则需重新酸洗;
3、生产中,应经常测试磷化液和皂化液的成分浓度,保证磷化液和皂化液的生产指标,发现达不到指标时,应及时进行调配。
恩施精密钢管环压式连接
环压式连接是卡压式连接的一种变化,其压接原理与卡压式基本相同。卡压式钳压后断面是六边形,是一种弯曲变形,环压式连接压接后直径发生改变,是一种缩径变形,其抗拉拔力更强。
恩施精密钢管卡凸式连接
“卡凸式连接法”属于压缩式连接技术的一种改良方式。
冷拔精密钢管进行成型,是经过了多道程序进行的加工程序来进行实现的,如果想要使得冷拔精密钢管的坚固性以及耐压性能有很大的提高,那么冷拔精密钢管就要进行淬火处理。
恩施精密钢管的过冷奥氏体稳定,具有很髙的淬透性,即使空冷也能有马氏体组织,但空冷则会造成刀具表面的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。对于较大和复杂的精密无缝管,为减少变形和开裂,在淬火时可进行预冷处理,但应控制时间,一般根据精密钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,另外不允许产生腐蚀麻点等。
恩施精密钢管与热轧精密无缝管工艺上的区别:
1、?恩施精密钢管允许截面出现局部屈曲,从而可以充分利用杆件屈曲后的承载力;而热轧型钢不允许截面发生局部屈曲;
2、热轧型钢和冷轧型钢残余应力产生的原因不同,所以截面上的分布也有很大差异。冷弯薄壁型钢截面上的残余应力分布是弯曲型的,而热扎型钢或焊接型钢截面上残余应力分布是薄膜型;?
3、恩施精密钢管热轧型钢的自由扭转刚度比冷轧型钢高,所以热轧型钢的抗扭性能要优于冷轧型钢。?
冷轧是指在常温下,经过冷拉、冷弯、冷拔等冷加工把钢板或钢带加工成各种型式的钢材。
恩施精密钢管优点:
恩施精密钢管成型速度快、产量高,且不损伤涂层,可以做成多种多样的截面形式,以适应使用条件的需要;冷轧可以使钢材产生很大的塑性变形,从而提高了钢材的屈服点。
