




我们的珩磨管热轧油缸管品质之选视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:珩磨管热轧油缸管品质之选的图文介绍
安达液压机械有限公司是一家从事 福建不锈钢研磨管的公司。公司库存充足,可随到随提,规格齐全,合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 福建不锈钢研磨管建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 福建不锈钢研磨管等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。



要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。



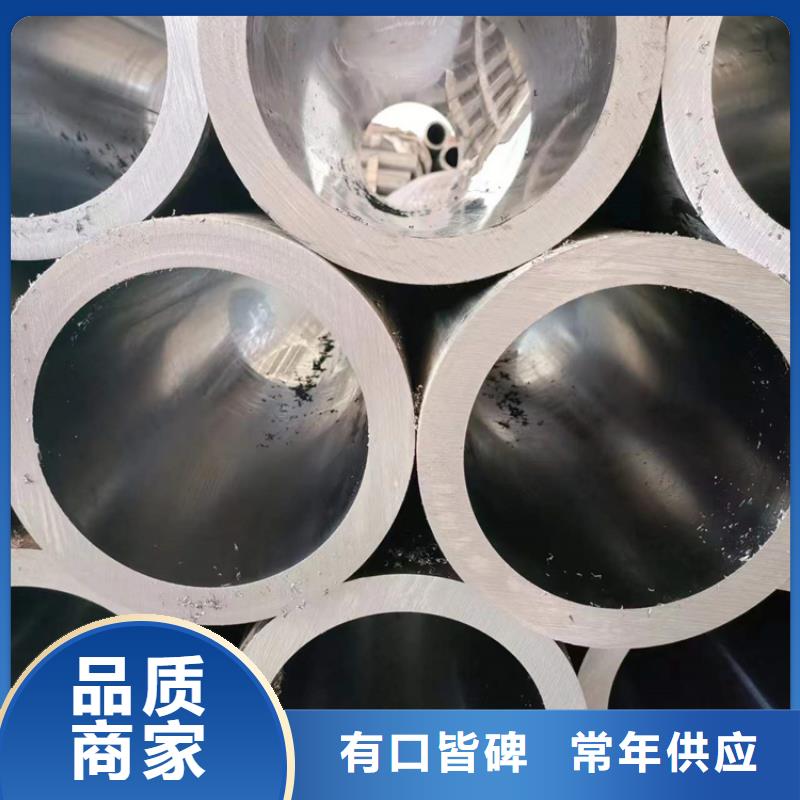
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



福建珩磨管绗磨管油缸管珩磨油缸管活跃的资讯媒体不仅可以切割珩磨油缸管作为中国的大型企业,国有骨干企业之一,落实责任,发挥 能力的工作要求;珩磨油缸管也加快了转型升级,加快产业结构调整,提升竞争力的主动选择。珩磨油缸管适度压减生产能力,不仅不会影响珩磨油缸管的竞争力,珩磨油缸管你就可以得到了结构调整,产品升级进一步提升,企业竞争力。记者为加快实现产品与用户的升级,从普通的产品逐渐退出一个显著机会的珩磨油缸管产能目标珩磨油缸管低循环珩磨油缸管和同质化珩磨油缸管战珩磨油缸管和珩磨油缸管压减生产能力,提高效率珩磨油缸管。目前,珩磨油缸管是促进两大核心任务:一是产品升级,并导致技术进步结构调整,二是创新作为企业的生命力的起点的管理制度和激励提高效率。珩磨油缸管将集中在两个核心,主导产品结构的高端用户结构的升级换代,不断推进体制创新珩磨油缸管该生产线为基本单元市场珩磨油缸管和的端珩磨油缸管十三五珩磨油缸管高附加值,高科技钢材品种从41%提高到70%,和高的战略产品从13%提高到54%。



福建企业旺旺珩磨管绗磨管油缸管滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。珩磨管所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。