




以下是【无缝钢管】,焊管售后服务完善的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
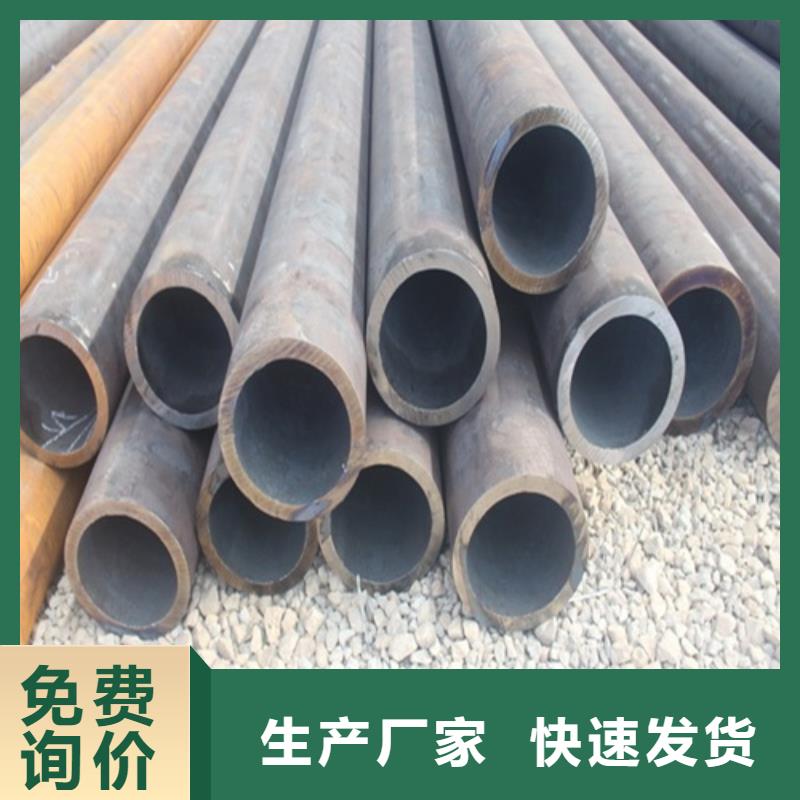
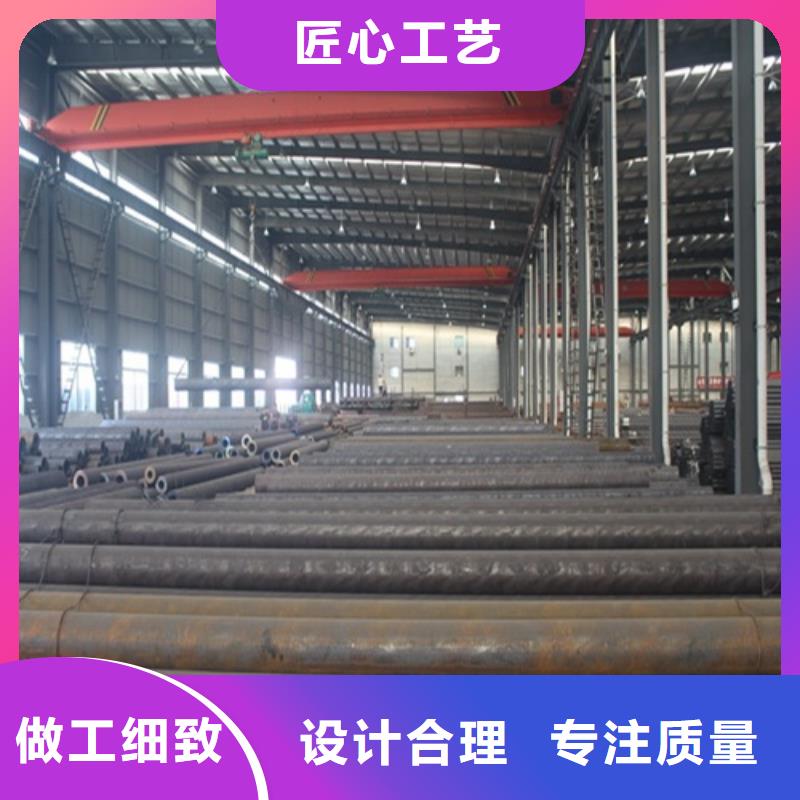
以下是:【无缝钢管】,焊管售后服务完善的图文介绍

鹏鑫钢铁有限公司采用先进 福建福州无缝钢管技术,有多年 福建福州无缝钢管生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。



华尔网无缝管壁厚不匀原因。管子前端的倾斜、过度弯曲、管子的斜孔等都容易导致无缝钢管头顶部壁厚不均。破孔时,展宽指数很大,热轧带钢速比过高,冷轧不稳定。 穿孔器抛钢不稳定,容易导致毛细管末端壁厚不均。无缝管厚壁管不对称对策,检查管材质量,避免管材正面倾斜和大量凹陷,更换或修复板孔时应校准放心孔 . 选择较低的破孔率,以保证冷轧的可靠性和毛壁厚度的均匀性。 在调整热轧带钢速比时,成对的导向盘也相应调整。注意导板的应用,增加导板地脚螺栓的检查范围,减小导板在轧制时的晃动力,保证抛钢的顺畅。抗氢裂无缝拼接管线管无缝管原材料主要用于井筒周围高压气体的输送。 随着氯化氢腐蚀问题的日益严重,耐硫无缝拼接管线管的研发迫在眉睫,耐硫特性的优劣势在必行。讨论了影响抗氢致开裂的物质和原料元素。认为添加Cu和Ni可以改善无缝拼接管线管原材料的HIC特性,降低钢中的S成分。氢膨胀的敏感性。



无缝钢管是生产和生活中重要的钢管类型,是钢管中坚固耐用的重要钢材。无缝钢管在使用中也会遇到弯曲变形。当无缝钢管弯曲变形时,只要能矫正,无缝钢管就可以继续使用,否则无缝钢管会影响使用。无缝钢管的弯曲度也可以控制,应从以下几个方面进行控制: 可从以下几个方面控制无缝钢管淬火时的弯曲度: (1)采用先外喷后内喷的分步进行冷却系统工艺。由于无缝钢管的内部喷水从无缝钢管的一端流向另一端,无缝钢管两端的冷却速度不同,导致无缝钢管弯曲。因此,可采用外部喷水冷却,使无缝钢管表面首先可以发生发展组织结构变化,然后通过采用公司内部喷水冷却方式方法,避免无缝钢管弯曲畸变,内部喷水比外部喷迟2~10s。 (2)减少旋转轮上无缝钢管的悬挂端长度。通过合理布置旋转轮和控制无缝钢管长度,使无缝钢管端部悬浮量控制在600mm 以内,可有效降低无缝钢管端部淬火时的离心力和弯曲度。 (3)合理有效控制进行旋转轮转速。 (4)控制水淬转轮中心。旋转轮进行中心存在偏差对无缝钢管淬火时弯曲度有较大发展影响。研究表明,转轮中心距应控制在0 ~ 5mm。 (5)控制企业内外喷水量及均匀性。外表面层流冷却和内轴向喷射用于油井管淬火时,外喷射水的大小和均匀性、内喷射水的大小以及内喷射水的作用也是影响无缝钢管水淬曲率的重要因素。


一、华尔网精密无缝钢管酸洗工艺 华尔网精密无缝钢管的酸洗方法主要有浸渍酸洗、喷淋酸洗和酸洗。一般采用浸渍酸洗法,批量生产时可采用喷淋法。钢铁零件通常在温度为40°C的硫酸溶液中进行酸洗。当溶液中的铁含量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗溶液。常温下,钢用体积1-2成的盐酸溶液进行酸洗,不易引起腐蚀和氢脆。因为酸对金属有很大的腐蚀作用,所以有必要添加缓蚀剂。清洗后,金属表面呈银白色,表面钝化以提高不锈钢的耐腐蚀性。 为了消除硅藻土载体表面的吸附,减少色谱峰拖尾,需要在使用前对载体进行酸洗或碱洗。酸洗是将载体用6mol/L盐酸浸泡2h或用浓盐酸加热30min,过滤,用水洗涤至中性,然后干燥。酸洗可以去除表面的铁、铝、钙、镁等杂质,但不能去除硅醇基。酸洗载体适用于分析酸性样品。 二、华尔网精密无缝钢管酸洗的作用 华尔网精密无缝钢管表面应脱脂除锈,为下道工序做好准备。在生产过程中,酸洗工艺是去除表面的氧化皮,然后经过润滑处理(碳钢-磷皂化、不锈钢-牛油石灰、铜管和铝管-油涂层),并使用旧工艺-镀铜),然后进行拉拔和深加工。如果不酸洗精密钢管的话,表面可能会有氧化物和油脂,磷化液核能无法去除,磷化质量会降低。

