





想要探索精密钢管【20crmnti精密钢管】来图量大从优的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:精密钢管【20crmnti精密钢管】来图量大从优的图文介绍
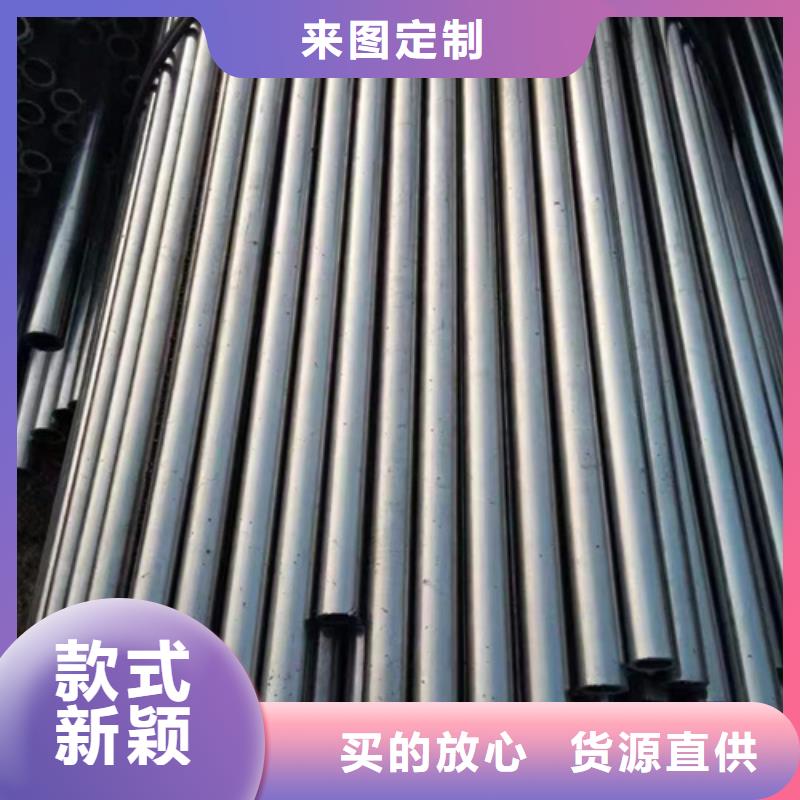
通圆钢管制造有限公司是一家专业生产各种 甘肃45#精密钢管。一切为了客户的需要是公司一直贯彻的经营原则,在日新月异的时代,我们利用技术优势,以科技倡导未来,更注重 甘肃45#精密钢管内在品质,并根据客户不同的需要为客户设计,以满足客户的需求。除了优良的 甘肃45#精密钢管产品,我们还将提供优良的售后服务,为用户解除一切后顾之忧。



小口径合金钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。小口径合金钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数小口径合金钢管是圆管。
外径小的钢管,就可以称为小口径钢管,小口径厚壁无缝钢管多用于双面埋弧焊生产工艺,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到美国石油学会标准要求。小口径钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径钢管,一般在钢管的外径89mm以下的,4mm以上的;都可以统称为小口径无缝钢管。


按生产方式方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



如果所使用的钢管是普通的钢管,这种钢管内部,金属的分布十分不均匀。这使得钢管,在承受这些加工程序的时候,会变得十分的脆弱。好一些的情况,就是钢管出现了,一些不是规则的形变。坏一点的情况,那就是钢管,很有可能出现断裂的情况。如果当时的操作,给钢管的压力比较大,那么断裂的钢管,很有可能会伤到,进行加工的员工。如果使用的是精密钢管,就不会出现这样的问题。因为这种钢管,在最终成型之前,都会进行冷变形强化,这避免了管道,在加工过程中,出现不符合加工意愿的情况。
最近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。
最近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。


20#、45#、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



