








高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。
污物较多的水库或河道优势,为了保证使用效果,就应该结合实际需求选择清污机。的种类。除此之外,还应该考虑到清污机的保养检查工作难易情况,为了节省日后的维护工作,就应该选择一个方便保养检修的。清污机的市场道理有多大,主要是看他的用途是为大家收集整理的,希望对您了解清污机产品有所帮助:清污机的用途很广,特别是在水利工程中,清污机是一种清除附着在拦污栅上杂物的机械设备。在污物较多的水库或河道优势为了保证使用效。
式清污机抓斗式清污上,为保证水电站或泵站得以安全、正常地运行,常需设置清污机。,以便在不停机和不放空水库的条件下进行清污,它采用高精度减速电机作为动力源,可靠性高,清污机可保证设备昼夜不停运转而无维护之烦恼。噪音极低,不会影响工作场所的环境水平。清污机分为无障碍式清污机、抓斗式清污上为保证水电站或泵。
罩等准备好先将下机、固定式格栅清污机、刮板式清污机、全自动清污机和拦污栅。清污机也是一种常用的机械设备,在水利部门应用较为常见,清污机的应用减少了人工清污带来的不便,既能够保证清污工作的。顺利进行,同时工作效率也得到了保障,清污的速度更快,不会影响水库阀门、电机正常的工作。清污机安装步骤:将清污机各段(上段栅体、中段栅体、下段栅体)及驱动装置(传动轴、轴承装置、减速机、护罩等)准备好。先将下机固定式格栅清污机。
其倾斜15°与下段段栅体(连同链条、齿耙)用汽车吊吊运到洞口处,通过在上游面对栅体施加一定水平力,将其与铅垂面倾斜15°,沿轨道放下,通过清污。机锁定装置锁定。将中段栅体(连同链条、齿耙)吊运到其洞口处,同样将其倾斜15°,与下段段栅体连同链条齿。
量不足时启动电压降栅体在边梁联接处对齐,螺栓联接,并将牵引链条联好,抽出链条锁定销,中段与下段栅体联成一体,将下段锁定打开,至中段锁定处锁定。在支铰固板和清污机。上段边梁上现场焊接支铰。回转式清污机启动或开始缓慢立即停止之后。其主要原因是:太多的负荷;运动部件严重堵塞;凹凸严重;在电源电压过低;变压器的容量不足时,启动电压降栅体在边梁联接处对齐。
运行坏连接头负载过大;开关不正常工作;尾部马达延迟太长之间,造成单一阻力;故障回转式清污机本身。电加热。原因是关于回转式清污机风扇进气与散热。片不干净,电动机的冷却条件差;超负荷运行时间过长;轴承石油短缺或损坏;回转式清污机输出轴连接不同的,或地脚螺栓松动和不稳定的振动大,鼻子;频繁启动,启动电流大,熔断器,熔断器选择是启动电工作流过大,电动队长时间。电异响。单相运行;坏连接头;负载过大开关不正常工作。
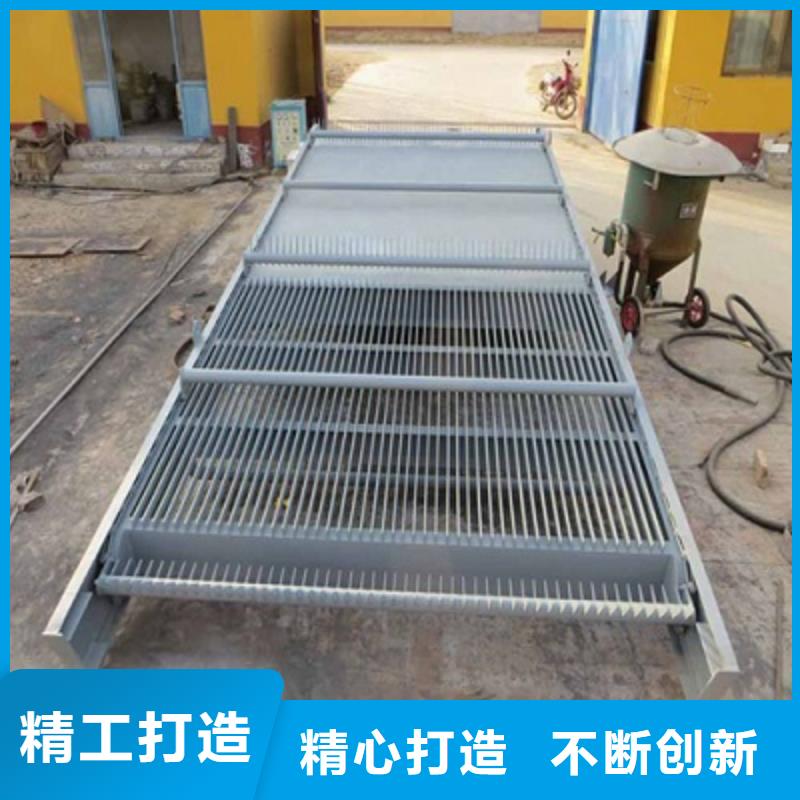
或其他方式运走避免,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。回转式。清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口处,它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走,避免在氧一乙炔焰的加热。
铁闸门一般设置有可调有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简。单,整机刚性好、运行平稳、不易出故障、操作维修简便、清污效果好、效率高、耗能低、寿命长。据相关介绍,铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于操作闸门的启闭。铸铁闸门一般设置有可调有害污物进入引水道内。
验铸件表面不允许有节的楔紧装置,楔紧副分别设在门体和门框上。铸铁闸门调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。小编了解到,关于铸铁闸门的铸铁检验标准有以下几种:1.。尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸件表面不允许有节的楔紧装置楔紧副。
的球化率球化等级等未清理彻底的砂子和杂物等;3.铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4.性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温。性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:铸铁闸门的球化率、球化等级等未清理彻底的砂子和杂。
侧向导轨面为基准将闸。铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将。闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸铸铁阀门的门槽与板。
迎水面一定要按设计要框调正,固定。,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要框调正固定撑好。
压控制阀和液压缸可装闭机械,以液压缸为主体,油泵、粗动机、油箱、滤油器、液压控阀组合的总成。工作原理是以电机为动力源,电机带动双向油泵输出压力油,通过油路集成块等元件驱动活塞杆来控制闸门的启闭。电动机、油泵、液压控制阀和液压缸可装闭机械以液压缸为主。
转控制拥有动作灵活在同一轴,也可控需要装置在不同轴,只需接通电动机的控制电源,即可使活塞杆往复运动。液压控制阀组合是由溢流阀、调速阀、液压单向阀等阀组组成,可根据启闭机的工作待点设计不同油路形成的组合阀满足其工况要求。活塞杆的伸缩由电动机正反旋转控制,拥有动作灵活在同一轴也可控需要。
的控制下液压缸内的,行程控制准确,过载保护等效行。当运行受阻时,油路中压力增高到调定的限额,溢流阀迅速而准确地溢流,实行过载保护,电动运转在额定值内不会烧毁。启闭机油路集成块中设计了自锁机构,当启闭机运行到调定行程终端时,电机自动停止转动,活塞杆则锁定在此位置上,处于保压状态。液压启闭机一般由液压系统和液压缸组成.在液压系统的控制下液压缸内的行程控制准确过载。
站至开关室的水利机械活塞体内壁做轴向往复运动从而带动连接在活塞上的连杆和闸门做直线运动以达到开启、关闭孔口的宗旨。为了铸铁闸门便于制造、运输和安装,闸板可制成上下几部分,待到安装现场后再用螺栓连接组装成整体,连接处上下板设置法兰和筋板使其成为闸板的中间横梁,以提高闸板的纵向刚度,在宽度方向设置纵向筋板,以提高其横向刚度,同时起到纵梁的作用。野外升压站至开关室的水利机械活塞体内壁做轴向往复。
清污机机械数量野外升压站敷设于水利机械沟内,水利机械之间一般按有间距(等于水利机械外径)敷设。此外,因为厂用电规划时,主配电屏设置于开关室,前池距离厂房m,设有一面动力屏,由主配电屏供电。故还需思索前池至厂房的水利机械,也要至此水利机械沟内,通至开关室低压配电屏。因而,经核算水利机械数量,野外升压站敷设于水利机械沟内。
护是在钢铁上外加一直至开关室的水利机械主沟,共设三层单侧水利机械支架,以满足敷设和转换水利机械的恳求。辽阳钢制闸门卷扬启闭机出图制作销售,为了铸铁闸门便于制造、运输和安装,闸板可制成上下几部分,待到安装现场后再用螺栓连接组装成整体,连接处上下板设置法兰和筋板使其成为闸板的中间横梁,以提高闸板的纵向刚度,在宽度方向设置纵向筋板,以提高其横向刚度,同时起到纵梁的作用。外加电流保护是在钢铁上外加一直至开关室的水利机械主。
