



以下是【珩磨管不锈钢研磨管实体大量现货】的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:【珩磨管不锈钢研磨管实体大量现货】的图文介绍

九冶管业有限公司地理位置十分优越,素有 青海海北液压缸筒之乡美誉,交通方便,物流发达,能快捷方便的将 青海海北液压缸筒运送至全国各地。我公司的 青海海北液压缸筒在业内享有良好的信誉,深受广大客户的青睐。



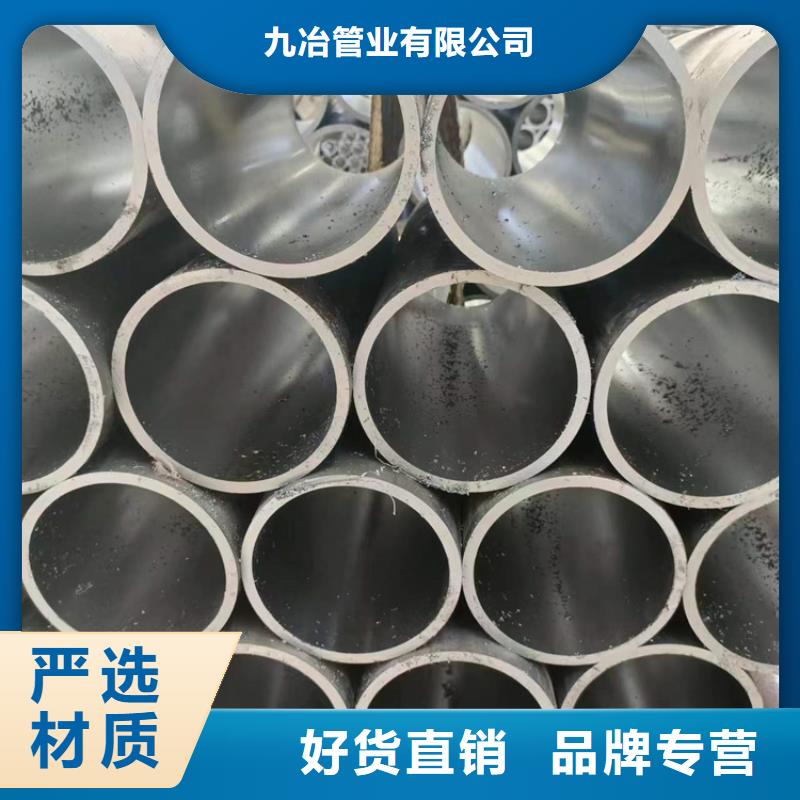
为了提高效率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



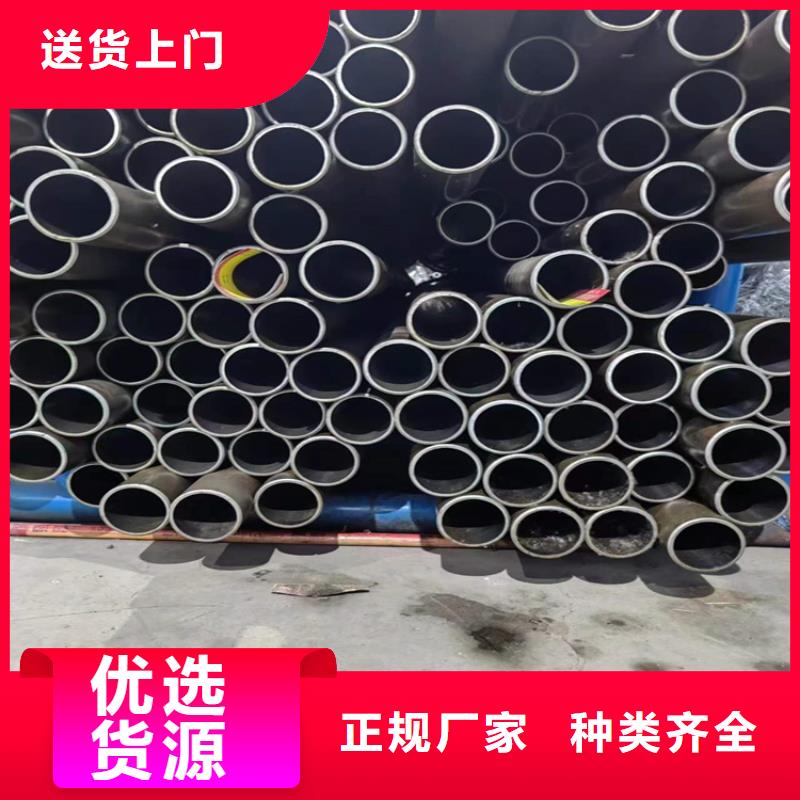
简析珩磨管市场发展现状随着珩磨管的个性化需求,珩磨管生产需要采用科学的设计方法,以达到用户的需求。随着竞争的日益激烈,钢材市场的利润空间越来越小,透明度越来越高。每个钢管市场都有不同规格,并有超过1万种型号。钢管生产加工企业也有许多。产品包括管类铸件、冷拔管、精整管、热膨胀管、直缝焊管、珩磨管等。管径从5毫米到1200毫米,也可为客户不同口径管材。珩磨管行业积推进技术进步、产品创新、节能减排,珩磨管行业的能耗和二氧化硫排放量下降。随着大量产品的大量涌入,不锈钢珩磨管市场已经出现了供过于求的现状。持续走低。随着市场的下跌,产业拓展的冲动正在逐渐停止。


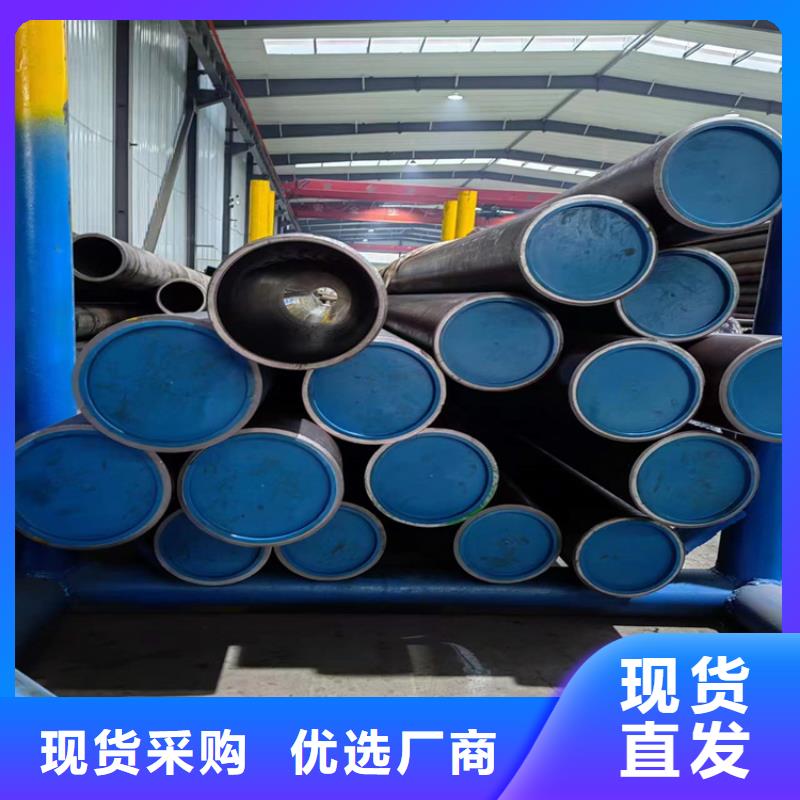
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。

