




想要更直观地了解38*4精拉管现货规格产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
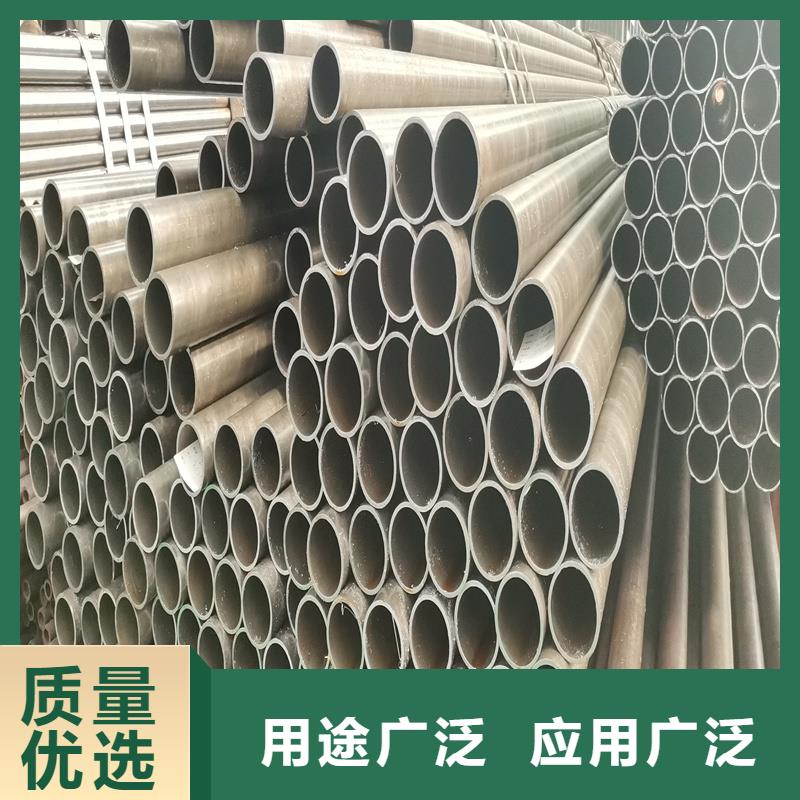
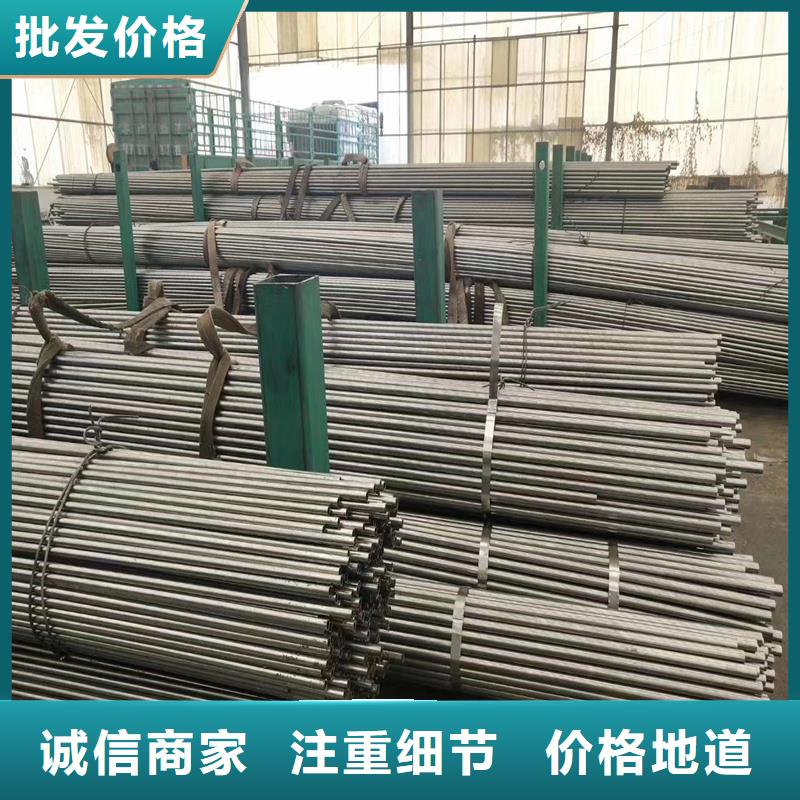
以下是:38*4精拉管现货规格的图文介绍
亚广金属有限公司秉承质量,客户至上的原则,紧跟世界 宁波海曙15CrMo精密钢管技术发展的潮流,孜孜以求推动 宁波海曙15CrMo精密钢管产品技术的和质量的提高,以真诚的 宁波海曙15CrMo精密钢管产品真诚服务于广大用户,确保客户得到满意的售后服务和技术支持!公司密切加强同业内公司的技术合作,精益求精,确保公司全部 宁波海曙15CrMo精密钢管产品皆为精品。因为我们深信:只有的品质才能为客户创造更多更高的价值,让客户能够更放心的购买我们的产品,对我们的服务有更满意的评价!



华尔网精密管整体市场在十月份得到明显的改善,市场预期比原来要好,商家由亏损开始进入盈利。精密管在开始就供需严重的失调,市场需求较少,供货较多,但是还是供过于求,整体市场的效益不佳。随着9月份的高温多雨的天气出现,洪涝灾害天气的频发,供货受到影响,这时的是不断地进行上涨的势头。 精密管的应用已经在很多的地区得到了应用,主要用在金属行业,建材行业和一些建筑管道行业进行展开。但是精密管的生产要遵循一定的技术,加工的技术的工艺流程是非常重要的,那么常规的技术是不能少的,下面我们主要来看一下华尔网精密管的生产工艺流程。 精密管的生产工艺主要包括冷拔,热轧和热扩。主要的加工程序有坯料锯切工序,环形炉加热工序,穿孔工序,轧管工序,定径工序,冷床工序,矫直工序,切管吹灰工序,漏磁探伤工序,表面检查和测长称重到打包入库。主要的技术标准有结构用华尔网无缝钢管GB/T8162-2008,输送流体用华尔网无缝钢管GB/T8163-2008,低中压锅炉用华尔网无缝钢管 GB3087-2008,液压支柱用热轧华尔网无缝钢管GB/T1396-1998,高压锅炉用华尔网无缝钢管GB5310-2008,API套管和油管规范 API5CT,管线钢管规范API5L-44,低温管道用华尔网无缝钢管GB/T18984-2003。



在建筑给水管系中,由于镀锌钢管已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和对饮用水及有关水品质的要求。因此,有关专家预言:建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定薄壁华尔网精密管为综合性能管材之一。 华尔网精密管产能过剩过剩进展的力度不够,执行也不到位,效果不是很理想。今天又召开会议,再次强调要严格执法,严格管理,把企业的执行力度增加到 化,各个执法人员和有关部门发现执法不严,执法过程中出现问题的要严格追究责任人,以下是会议的内容:各地要切实把确保完成任务的责任落到实处,保证质量并确保如期完成去产能任务。各地要严肃认真兑现做出的承诺,按照责任书签订的内容,不折不扣抓好落实。


华尔网精密管近期技术进行改革,没有做什么宣传,不过正好我们的新技术也研究成功了。现在产品终于可以成功用于油气管道的运输了。大家都知道油气管道的要求非常的高,不仅需要密封性好,还要不会生锈,并且有利于液体的长距离运输。以前我们在前两个特点都能够满足,但是适于长途运输很难做到。所以经过近一年的研究,终于攻破了这项难题。 精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 华尔网精密管生产国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。



在建筑给水管系中,由于镀锌钢管已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和对饮用水及有关水品质的要求。因此,有关专家预言:建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定薄壁精密管为综合性能管材之一。 据不完全统计,我国现有45号精密管生产企业约240多家,华尔网精密钢管1机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。精密管的原料是华尔网精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。华尔网钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。

