


更新时间:2025-02-21 03:48:17 浏览次数:1 公司名称:聊城 宏达友源金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3-7天 |
| 供货总量 | 98999799 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 产品材质 | 201 304 316L |
| 发货城市 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑 红 橘 蓝等 |
| 适用领域 | 道路 公路 桥梁 景观 |
| 产地 | 山东 |
| 品牌 | 宏达友源 |
| 可定制 | 是 |



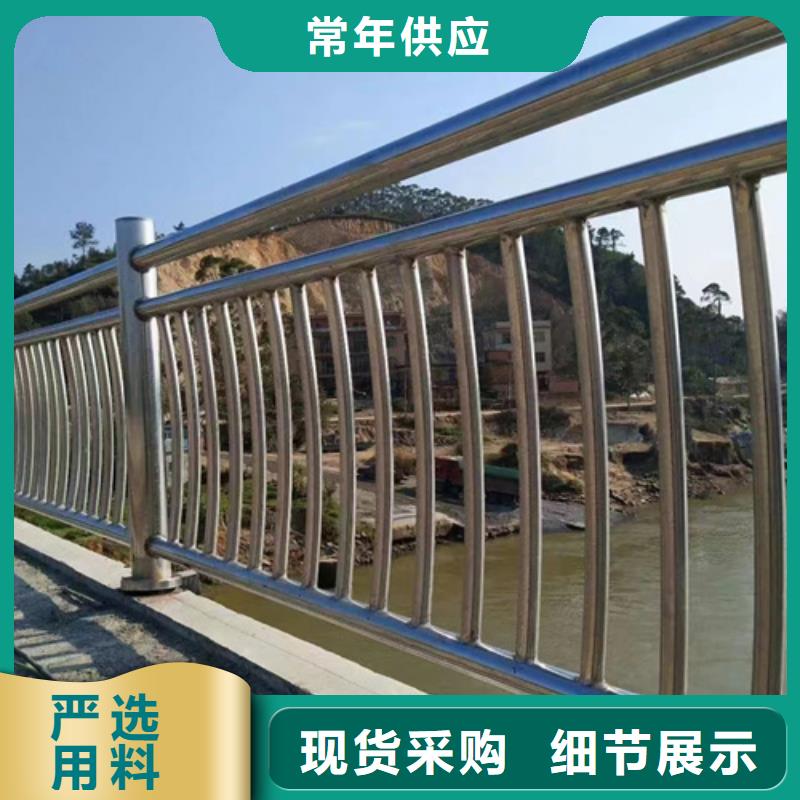


我公司生产的不锈钢碳素钢复合管护栏产品具有外表美 观、防锈耐腐蚀性好、易安装等性能,广泛应用于桥梁/河道、市政建设、景观护栏、城 市护栏、道路护栏、人行扶手、路灯灯杆、高架路桥、立交桥、高速公路等地方,所生产不锈钢复合管产品全部按照不锈钢复合管 标准(GB/T18704-2008)生产,质量可靠 。确保产品优异的性能,公司还引进了国际上先进的质量检测设备,建立了以美国石油协会API SPECQ1及API-5LD为标准的内控体系,从原料采购到产品出厂,对每一个环节都严格把控,产品品质赢得了市场的广泛认可。 我公司始终坚持以更优质的产品,更好地服务的经营理念,为广大用户服务,并已建立了稳定的国内市场销售网络。产品质量和综合性能处国内领先水平,从而使公司的产品销售在市场上的份额不断攀升,深受广大用户的一致好评。 公司外复不锈钢复合管车间拥有八条自主知识产权生产线,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工。先进的生产工艺和严格的检测手段,使企业产品全部通过不锈钢复合管 标准(GB/T18704-2008)。公司全体员工自2003年从事工程制作、施工以来,积累了许多施工技术和经验,能在短期内,高质、高效的完成各种工程,公司现引进国际先进项目管理体制和市场研发应用能力,从事专业不锈钢/碳素钢复合管大型道桥栏杆设计、生产、制作、安装。
<邯郸>宏达友源金属制品有限公司 <邯郸>宏达友源金属制品有限公司 <邯郸>宏达友源金属制品有限公司 <邯郸>宏达友源金属制品有限公司有效的识别不锈钢的真伪呢,下面来为大家具体讲解下。一、对不锈钢有所了解的朋友应该知道,它有个显著的特点就是对浓硝酸和稀硝酸具有固有的耐蚀性。我们可以用硝酸滴到不锈钢产品上,这样可以很明显的区分,但是我们需要注意的是高碳型420和440钢在进行硝酸点试验时则稍受腐蚀,有色金属遇到浓硝酸时立即会被腐蚀。二、我们还可以用硫酸铜点试验 硫酸铜点试验是快速区分普通碳素钢和所有类型的不锈钢的简便方法。三、硫酸浸没不锈钢管试验能把302和304与316和317区分开来。四、不知道大家是否知道,奥氏体不锈钢是非磁性钢,但经大压下冷加工后将具有轻度的磁性;而纯粹的铬钢和低合金钢都是强磁性钢,我们可以根据这个特点进行磁性试验,它是有效区分退火奥氏体不锈钢与铁素体不锈钢的简单的方法。不锈钢复合管护栏横梁中心从路面到连接螺栓孔中心的高度为60 cm。当提供路缘石料时,横梁的中心高度从路缘石料的顶面到连接螺栓孔的中心计算为60 cm。当不锈钢复合管护栏具有防堵塞块时,不锈钢复合管护栏的中心高度保持不变。1)楼梯间栏杆为一类栏杆,楼梯间栏杆立杆为φ51×1.0(即外径51mm,壁厚1.0mm,以下均此表示法)不锈钢管,扶手为φ51×0.1不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×1.0不锈钢管。06J403-1图集中24页B13a要求:每个梯段增加一个扶手与混凝土梯段连接的加强杆,加强杆为φ25×1.0不锈钢管,连接方式同立柱;屋面层栏杆采用直接与混凝土连接;竖向花管净距不得大于110mm,楼梯栏杆每三步设置1根立柱。2)一层楼梯间通往地下室栏杆样式参考06J403-1图集中76页K8型做法,但要求图集中扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。4)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB235,长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。
内衬不锈钢复合管(304+Q235B)是一种新型复合管,不锈钢复合管护栏具有耐腐蚀、耐高温、高延伸率、高强度等特点。这种管材的使用问题是:基层与复合层的全熔焊问题。为了获得良好的焊接效果,正确的焊接方法是:一、焊前准备在焊接前,对接触层的油漆、污垢和氧化层进行清洗,防止杂质在焊接过程中受热时分解为H2O和CO2。焊接前预热基层和复合层。预热采用电加热方式,以对面中心线为基准,两侧不小于壁厚的3倍,且不小于50mm,防止过热。2、焊接工艺先焊复合层,再焊基层。工艺流程:密封层--打底焊--过渡层--填充层--面层。1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
