






文章标题:数控带锯床送的材料尺寸不准的原因
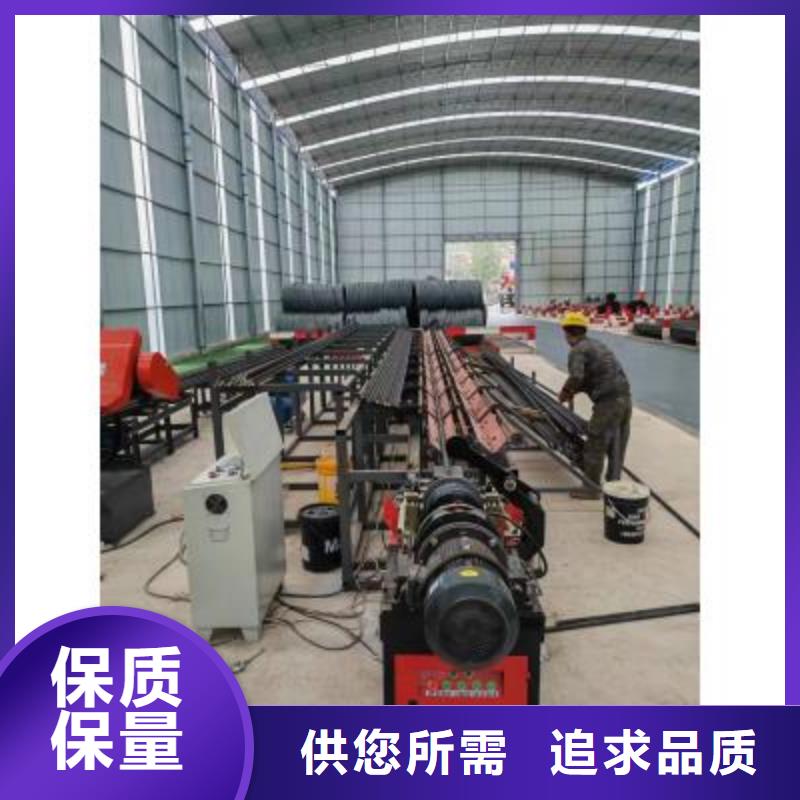
为什么使用金属带锯床要对带锯条进行磨合
金属带锯床更换全新的带锯条锯齿很锋利,为了能够承受双金属带锯条工作时候的锯切压力,必须对新锯条齿部加以磨合,使其形成一个圆弧面从而保护齿部,未经磨合的锯齿在高压下切割,会破损齿尖的组织,缩短带锯条的使用寿命。 对一条新的带锯进行适当的磨合加工,将能极大地增加锯条的使用寿命,按照客户切割的材料种类,公司的技能晋级及商品结构调整资金来源主要是靠自我堆集



建贸机械 有限公司始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 河南鹤壁智能压浆制造商而砥砺奋进!



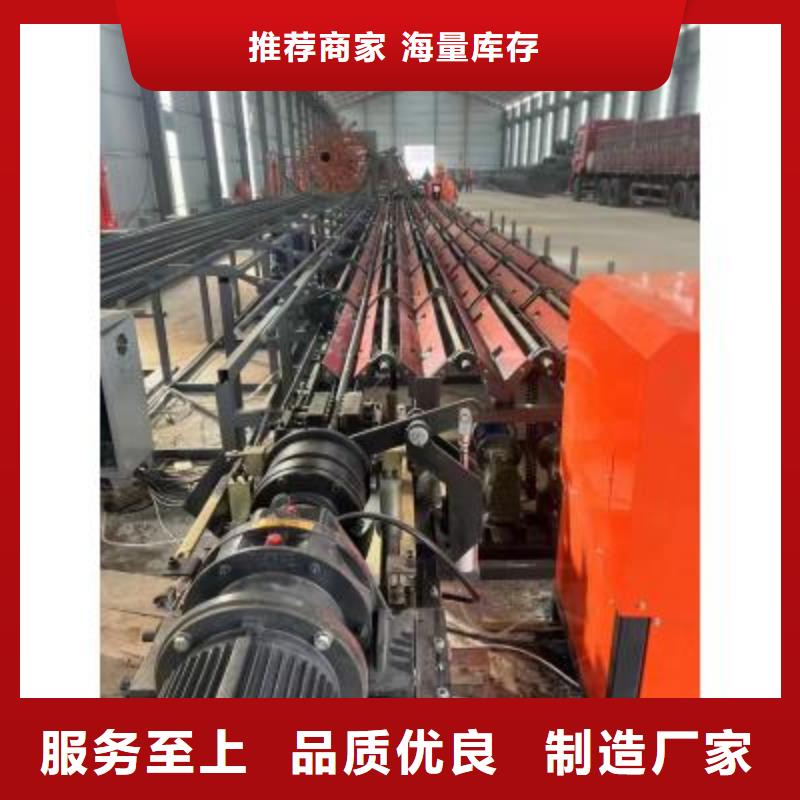
如何让您使用的带锯床更稳定,使用寿命更长,请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。



可更换新刀片。滚丝轮滚轧一定数量的丝头后,因磨损或牙形损坏,不能滚轧出合格丝头时,应更换新滚丝轮。更换新滚丝轮时,调整螺距的垫圈务必安装正确,否则不能使用。1)无冷却液时严禁滚轧加工螺纹。2)冷却液务必用水溶性切削液,严禁使用油性溶液,更不可用油代替。天气寒冷地区在施工完后应将切削液放出,预防冻坏冷却系统。3)待加工的钢筋端部应平整,必须用无齿据下料。且在端部500mm长度范围内应圆直,不允许弯曲,不允许将气割或钢筋切断机下料的端头直接加工。4)在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。5)滑杆及滑板应经常清理并涂机械润滑油。6)铁屑应及时清理干净。(应在断电状态下清理)。7)冷却液应半月清理一次。

