

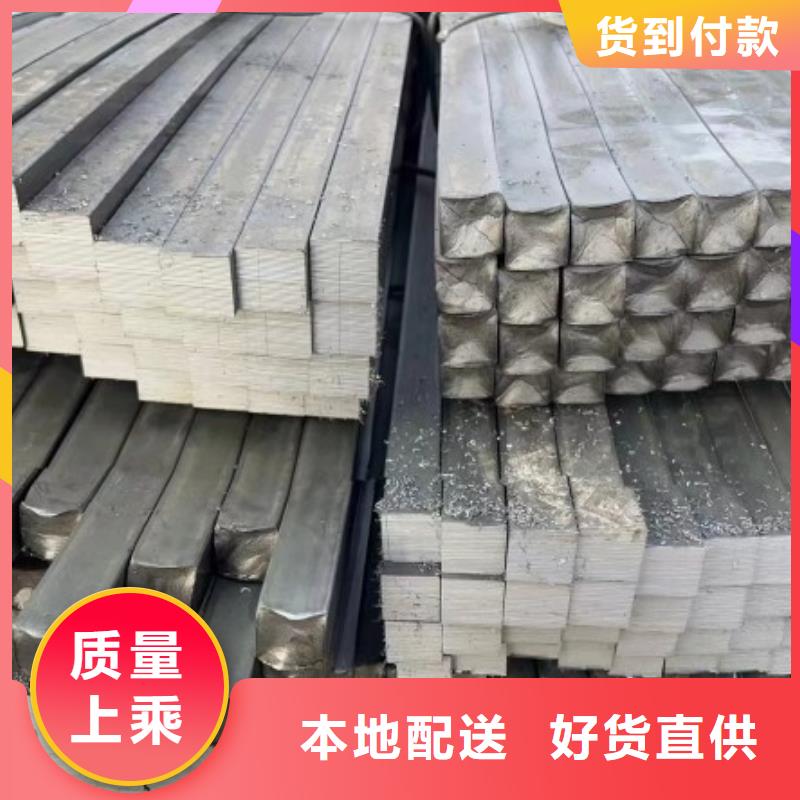

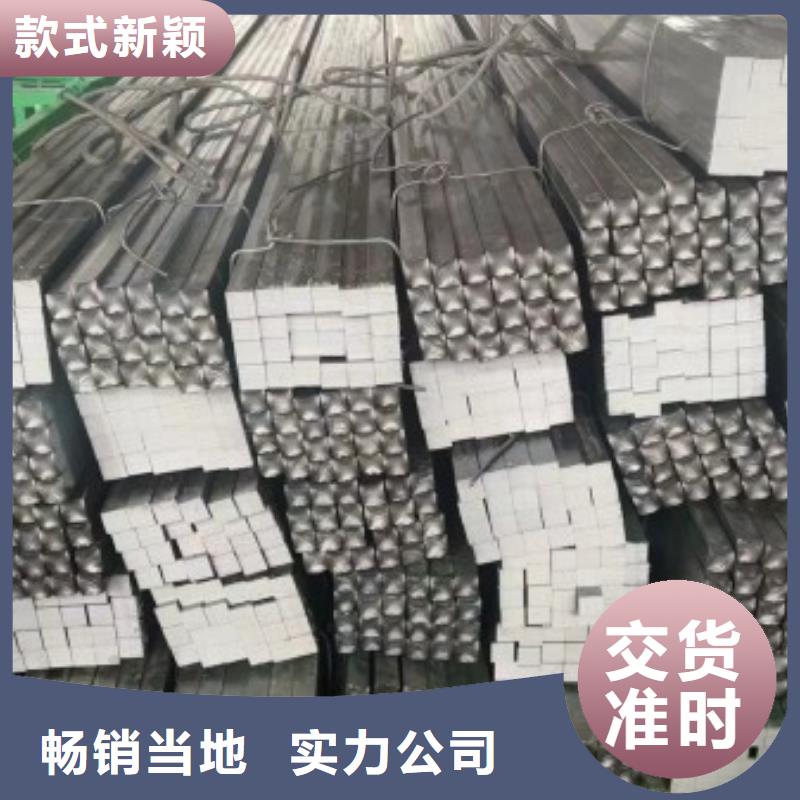
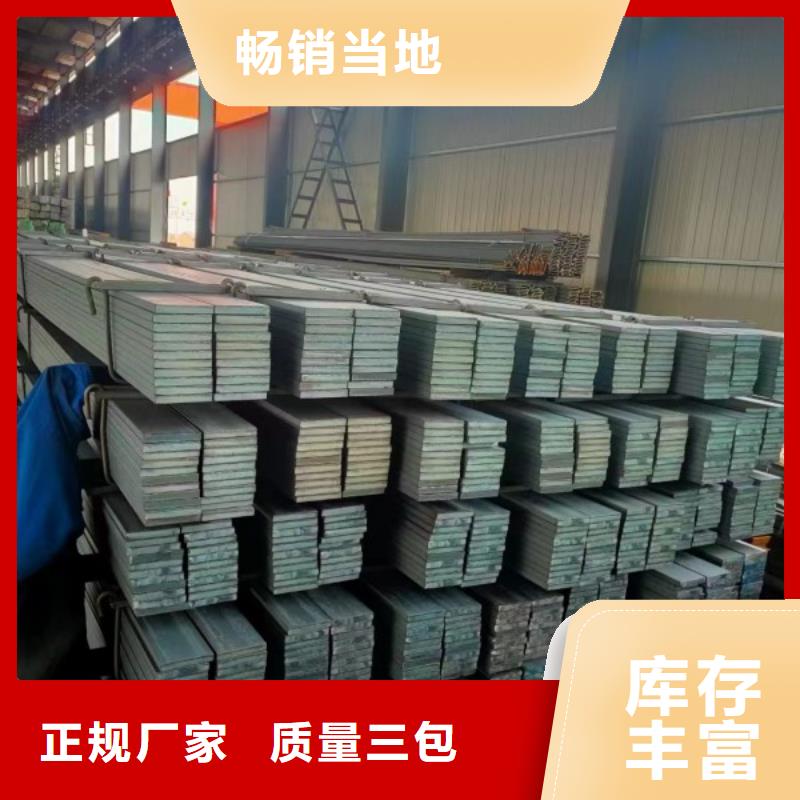

圆钢黑河方钢尺寸、外形、厚度理论范围允许偏差、重量允许偏差
rolled round and square steel bars—Dimension,shape,weight and tolerance
说明:此规范根据中华人民共和国标准GJ/G709-2014《圆钢与方钢的尺寸、?外形、重量及允许偏差》,结合我们钢材贸易商的实际使用情况做了一些补充,对标准毫无影响。
1、范围:本标准规定了圆钢与黑河方钢的截面形状、截面特性、理论重量允许偏差、尺寸允许偏差、冷拉方钢厚度允许偏差及高频焊钢规格等。
黑河方钢是利用冷挤压技术,通过精确的模具,拉出各类高精度、表面光滑的圆钢、方钢、扁钢、六角钢及其它异型钢。黑河冷拉方钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直 角或圆角。黑河冷拉方钢表面光滑 先进的冷挤压工艺使得冷拉方钢产品表面光滑明亮。 材料大量节省 冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉扁钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省 由于精度准确,表面状况良好,冷拉扁钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。
型钢是经过塑性加工成形、具有一定断面形状和尺寸的直条实心钢材,又称为型材、长材。
型钢可分两类
·简单断面型钢:黑河方钢、圆钢、角钢、扁钢
·复杂断面型钢:槽钢、H型钢、工字钢、钢轨。黑河冷拉方钢生产工艺流程
1初轧坯生产工艺流程
钢水→模铸→钢钉→均热→粗轧→剪切→冷区→冷态粗轧坯
2连铸坯生产工艺流程
转炉钢水→炉外精炼→纯净钢水→连铸钢包→中间罐→结晶器→二次冷却区→拉矫机→定尺机→冷却清理→冷态连铸坯
3 轨梁钢材生产工艺流程
异形连铸坯→步进加热炉加热→高压水除鳞→开坯机轧制→热锯切头尾→粗轧机轧制→精轧机轧制→锯头尾或定尺→步进式冷床冷却→变节距辊式矫直机矫直→冷锯定尺→目视检查→称重、贴标签→堆放、
轧辊孔型及其加工
钢坯经过一系列孔洞后,尺寸和形状发生改变,这一系列孔洞就叫孔型。孔型设计和加工是型钢生产的关键技术。
圆钢是断面为圆形的钢材,分热轧、锻制和冷拉三种。热轧圆钢的直径为5~250mm,其中5~9mm的常用做拉拔钢丝的原料,叫做线材(又名热轧盘料)。锻制圆钢直径较粗,其直径为50~250mm,冷拉圆负直径为3~100mm,其尺寸精度高。热轧圆钢的标记方法是:直径×长度。黑河
方钢是断面为方形的钢材,分热轧和冷轧两种。热轧方钢的边长为5~250mm,黑河冷拉方钢的边长为3~100mm.热轧方钢的尺寸表示方法是:边长×长度。黑河六角钢是断面为六角形的钢材。热轧六角钢内切圆直径自8~70mm,黑河冷拉六角钢尺寸自3~75mm。六角钢的标记方法是:六角钢的对边距离×长度。
