
高频焊翅片管库存充足视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:高频焊翅片管库存充足的图文介绍
1、广西贺州本地翅片管按结构型式分类从结构型式上翅片管可分为纵向和径向两种基本类型,其他型式均为这两类的发展和变形,例如大螺旋角翅片管接近纵向,小螺旋角翅片管接近径向翅片的形状有圆形、广西贺州本地矩形和针形。此外,翅片可设置在管外,称外翅片管;也可设置在管内,称内翅片管或内外兼有。2、广西贺州本地按制造工艺分类按制造工艺可把翅片管分类为整体翅片管、广西贺州本地焊接翅片管、广西贺州本地高频焊翅片管和机械连接翅片管。(1)整体翅片管,由铸造、广西贺州本地机械加工或轧制而成,翅片与管子为一整体。(2)焊接翅片管,使用钎焊或惰性气体保护焊等工艺制造。现代焊接技术可使不同材料的翅片连接在一起,并能将翅片管制造得简单、广西贺州本地经济,具有较好的传热及机械性能,已被广泛应用。由于焊缝中残渣不利于传热,甚至会引起断裂,因此在生产这类翅片管时必须保证焊接工艺质量。(3)高频焊翅片管,利用高频发生器产生的高频电感应,使管子表面与翅片接触处产生高温,在10μm左右的深度范围内使两者溶化,再加压使翅片与管子连为一体。无焊剂,也无焊料,制造简单,生产率高,传热及机械性能优良。这是为理想的一类翅片管,正为广大用户认识和采用。(4)机械连接翅片管,通常有绕片式、广西贺州本地镶嵌式、广西贺州本地套片式或串片式等三种类型。绕片式翅片管制造简单,把金属带用机械或焊接方式周定于管子一端,借管子转动力矩将金属带紧紧地缠绕于管外壁,另一端固定即成绕片式翅片管。绕片的材料可以是铜带、广西贺州本地钢带或者铝带。


广西贺州三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、广西贺州铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、广西贺州铜等,一般是冷轧成型。



广西贺州翅片管的种类很多,而且还在不断涌现新的品种。大体上可按下述几个方面进行分类:1、广西贺州按加工工艺分类1)、广西贺州轧制成型翅片管(extruded fin tube);2)、广西贺州焊接成型翅片管(高频焊翅片管、广西贺州埋弧焊翅片管);3)、广西贺州滚压成型翅片管;4)、广西贺州套装成型翅片管;5)、广西贺州铸造翅片管;6)、广西贺州张力缠绕翅片管;7)、广西贺州镶片管。按翅片形状分类1)、广西贺州方翅管(Square finned tube);2)、广西贺州圆形翅片管;3)、广西贺州螺旋翅片管(spiral finned tube);4)、广西贺州纵向翅片管(Longitudinal Finned Tube)5)、广西贺州波纹形翅片管;6)、广西贺州螺旋锯齿状翅片管(Helical Serrated Finned Tubes);7)、广西贺州针状翅片管;8)、广西贺州整体板状翅片管(板翅);9)、广西贺州内翅片管(inner finned tube)。等等。3、广西贺州根据翅片管的翅片材质是否与基管材质相同 可分为:1)、广西贺州单金属翅片管2)、广西贺州双金属复合翅片管单金属翅片管按材质分类1)、广西贺州铜翅片管;2)、广西贺州铝 翅片管;3)、广西贺州碳钢翅片管;4)、广西贺州不锈钢 翅片管;5)、广西贺州铸铁(铸钢)翅片管;等。按用途分类1)、广西贺州空调用翅片管;2)、广西贺州空冷用翅片管;3)、广西贺州锅炉:水冷壁,省煤器,空预器分别使用的翅片管;4)、广西贺州工业余热回收用翅片管;



建顺金属制品有限公司专业生产 广西贺州换热管,品质保证,精品齐全,品质保障,值得信赖,可根据客户要求加工,其他型号齐全客户随意挑选。



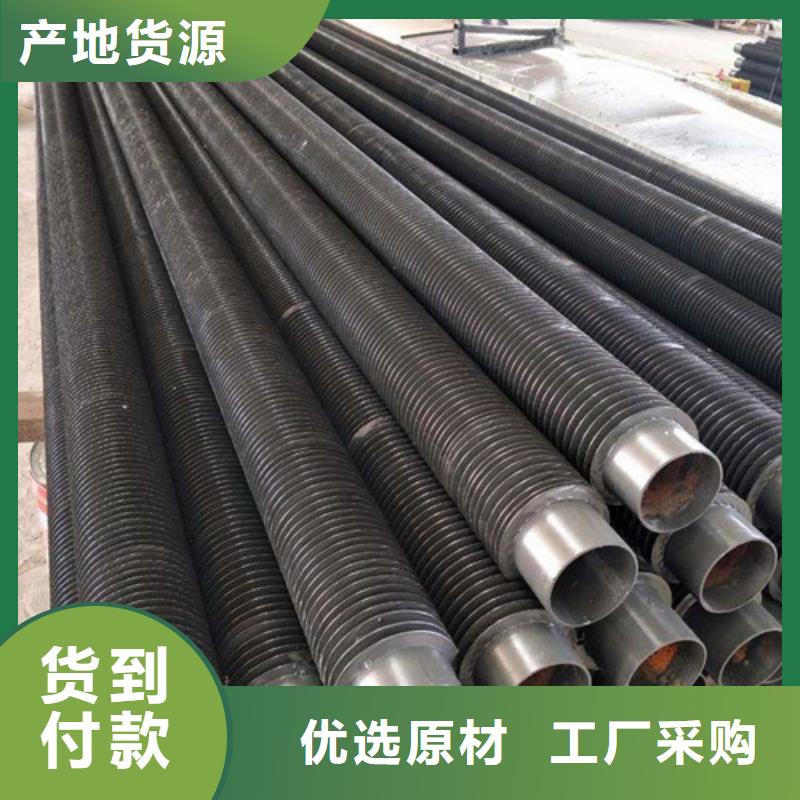
广西贺州高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、广西贺州同城冶金、广西贺州同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、广西贺州同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、广西贺州同城磁导率越大、广西贺州同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率


