




观看我们的产品视频,就像打开了一扇通往焊管矩形管工厂产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:焊管矩形管工厂的图文介绍

近期,无论从发改委核准批复项目的数量,还是地方政府密集启动项目开工,四季度基建加码“稳增长”的目标十分明确。从这些启动的项目来看,长周期、特大项目,尤其是交通方面基建投资的数量增多,投资额达数千亿元。与此同时,新一轮的中央地方对重大投资项目摸底调研也展开了紧锣密鼓的推进。基建投资加码将在四季度成为用钢需求的重要支撑。
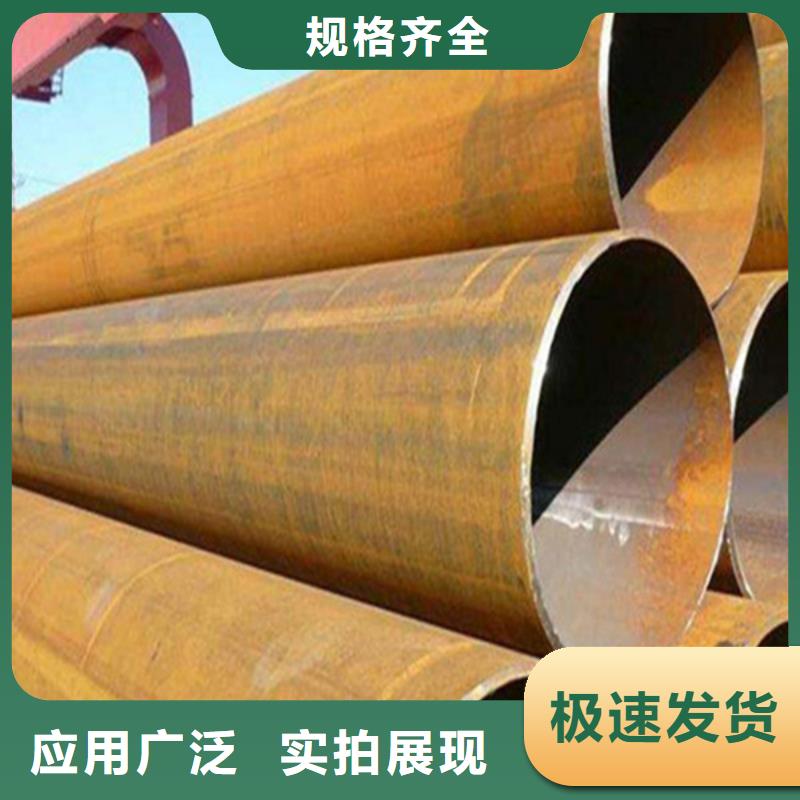
1、高频直缝管 (ERW焊管)规格:∮21-508mm,壁厚0.5-22mm长度:5M-20M。2、LSAW大口径直缝焊管(双面埋弧直缝焊管)常规规格:外径∮351-2150mm,壁厚5-60mm长度:5M-16M。
3、对接焊钢管(丁字焊钢管)规格为∮457-∮2500 直缝焊管可执行标准:GB/T13793-1992,GB/T3091-2008 ,GB/T9711.1-1997,API SPEC 5L, 5CT,EN10217,EN10219,ASTM A53 或技术协议直缝焊管材质:Q195-235 Q345(B,C) L175-L555(A,B级钢,X42-X80),J55、K55、N80。
4. 专业生产耐候钢管 保证材质 我公司订做耐候钢原材料,加工生产。原材料为钢厂,材质保证。欢迎新老客户来厂参观,洽谈。
还可订做以下特殊规格直缝焊管、镀锌钢管:57,98,102,108,121,127,133,140,152,159,165,168,177.8,180,194,203, 245,299,351,400,500,600,700,800,900,1000,1100,1200。
直缝焊管主要用途:建筑,汽车,陆上、海洋油气、煤浆、矿浆介质的输送及海洋平台、电站、化工和城市建筑结构用管。
经营理念:“同样的产品比质量、同样的质量比、同样的比服务、 同样的服务比誉”。
企业精神:创新是永恒的主、超越是不懈的追求。
因钢管商品型号较多,未能全部标注!未标注型号----请咨询
因近期原材料变动幅度较大,因此公司所有产品没有及时修正,请咨询确认当日为准!!!


托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
变压器管:用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。
异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。
电焊薄壁管:主要用作制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。



武恒金属制品有限公司是一家专业生产 云南红河20#无缝钢管的现代化企业。公司位于汇通国际金属物流园,位置优越,交通便利。公司技术力量雄厚,产品规格齐全。目前,公司生产 云南红河20#无缝钢管
我们始终为客户提供好的产品和技术支持、健全的售后服务。


1碳钢焊接钢管质量应符合下列要求:
管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。
管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。
