


联系我们

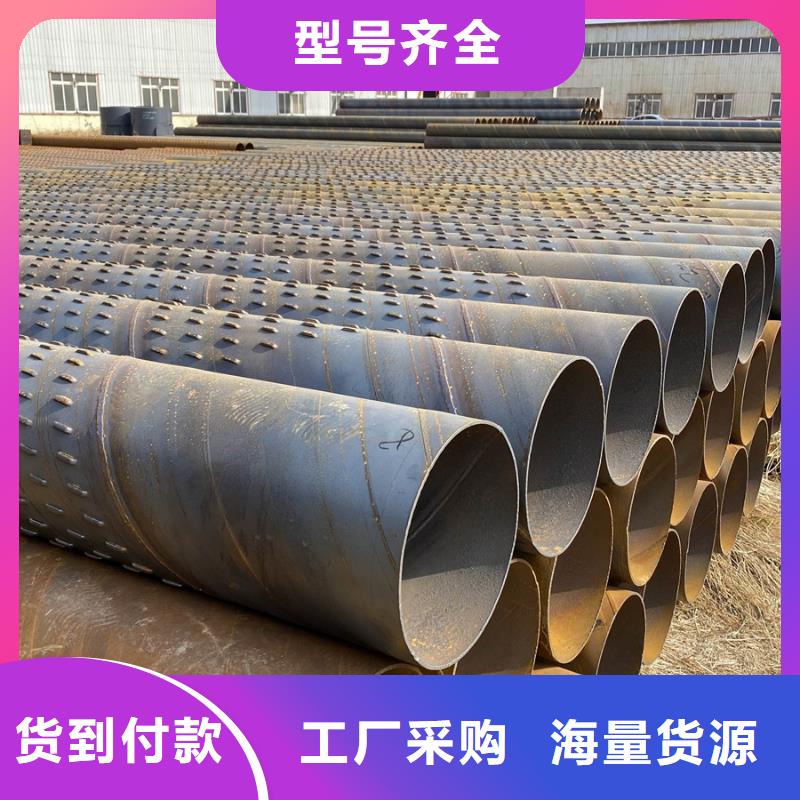
大口径螺旋管规格表品质过关
更新时间:2025-02-19 12:42:49 浏览次数:2 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
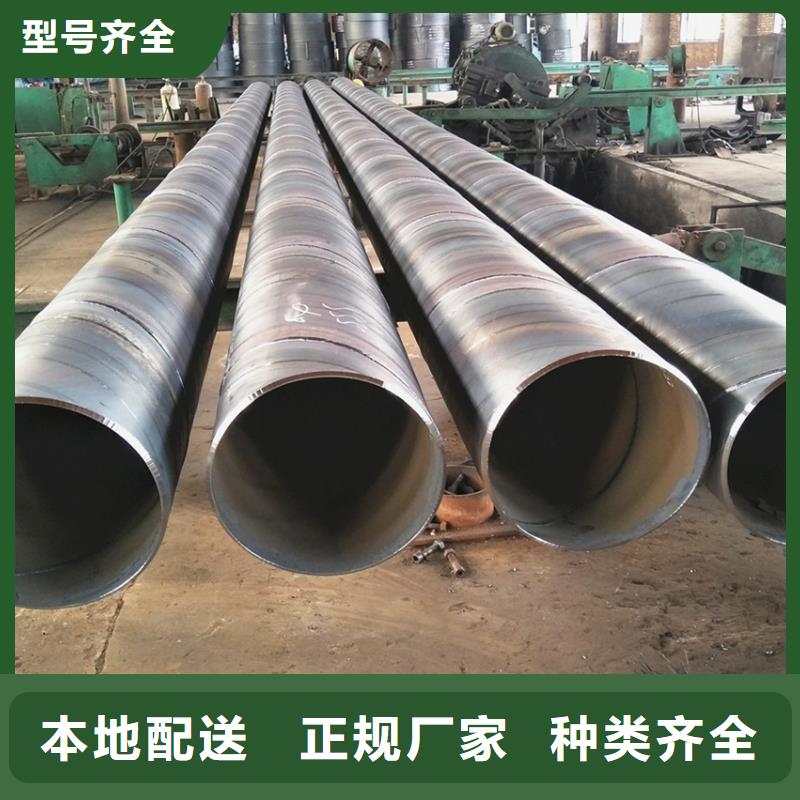
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |



nmgsy<黄南>神悦钢材有限公司
黄南螺旋管主要用于供水工程、石化工业、化工、电力、农业灌溉和城市建设。用于液体运输:给排水。天然气运输:天然气、蒸汽、液化石油气。结构用途:用于桩管和桥梁;用于码头、道路、建筑结构等。 黄南螺旋管的主要技术特点: 1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。 2.先进的双面埋弧焊技术能实现 位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。 3.黄南螺旋管为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。
4.黄南大口径螺旋管在高耸结构高耸结构( towering structure)主要包括塔架和桅杆结构,如电视塔、输电线塔、钻井塔、环境大气监测塔、广播发射桅杆等。例如,广州电视塔、上海东方明珠电视塔。 5.容器、储罐、管道用钢板焊成的容器具有密封和耐高压的特点,黄南大口径螺旋管广泛用于冶金、石油、化工企业中。其包括容器、储罐、管道,如大型油库、油罐、气罐、煤气库、输油管等。 6.黄南大口径螺旋管可拆卸或移动的结构可拆卸或移动的结构如建筑工地的活动房、临时的商业或旅游业建筑、塔式起重机龙门吊等。此类结构多为轻钢结构并采用螺栓或扣件连接。7.其他构筑物其他构筑物如高炉、运输通廊、栈桥、管道支架等。


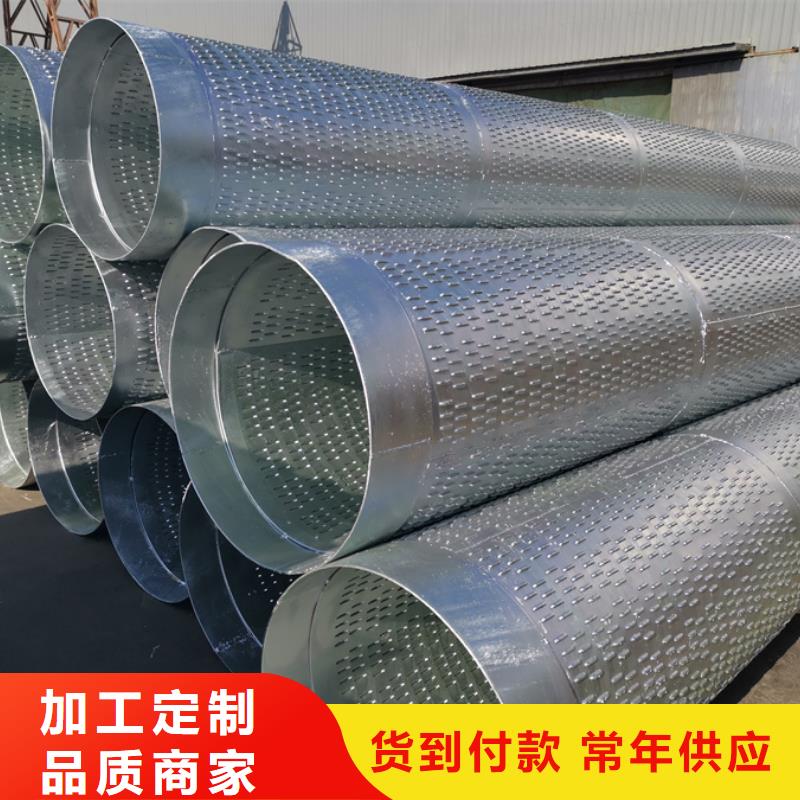
下面介绍防黄南防腐螺旋管的表面处理方法: 1.黄南防腐螺旋管利用溶剂、乳剂清洗的防腐螺旋管的表面,这样可以去除螺旋管表面的有机物,但它是不能去除其表面锈、氧化皮、焊药等,因此清洗只能作为辅助手段使用。 2.黄南防腐螺旋管利用钢丝刷、砂纸等工具对防腐螺旋管表面进行打磨,可以去除松动氧化皮、铁锈、焊渣等。 3.黄南防腐螺旋管管道防腐采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,并能使表面达到一定的清洁度和粗糙度。 4.黄南防腐螺旋管通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对防腐钢管表面进行喷(抛)射处理,不仅可以彻底清除铁锈、氧化物和污物,而且防腐钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
二. 黄南防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。