




想要直观了解直缝焊管热镀锌钢管颜色尺寸款式产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:直缝焊管热镀锌钢管颜色尺寸款式的图文介绍

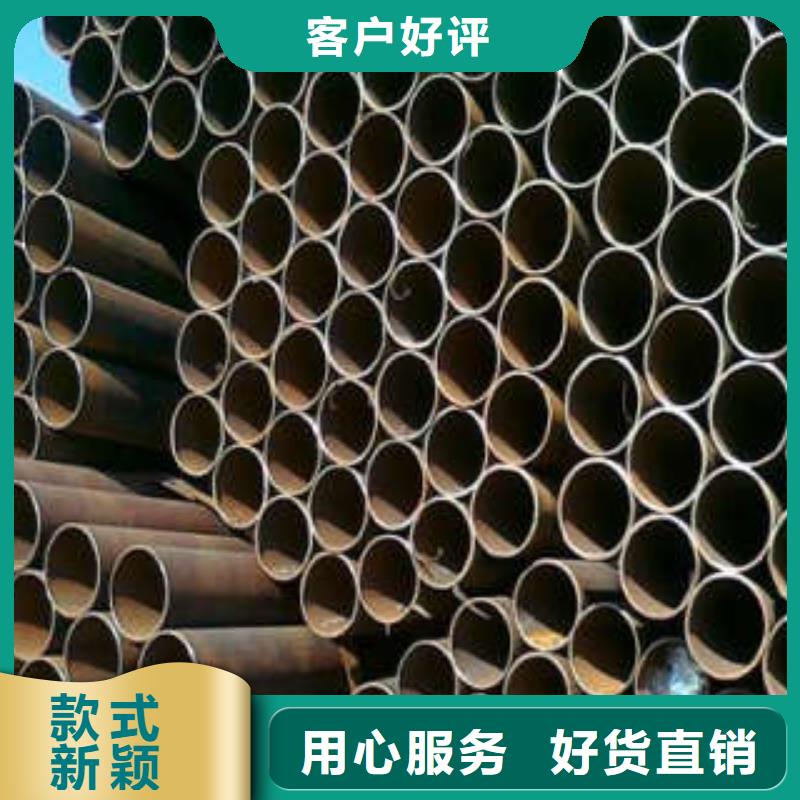
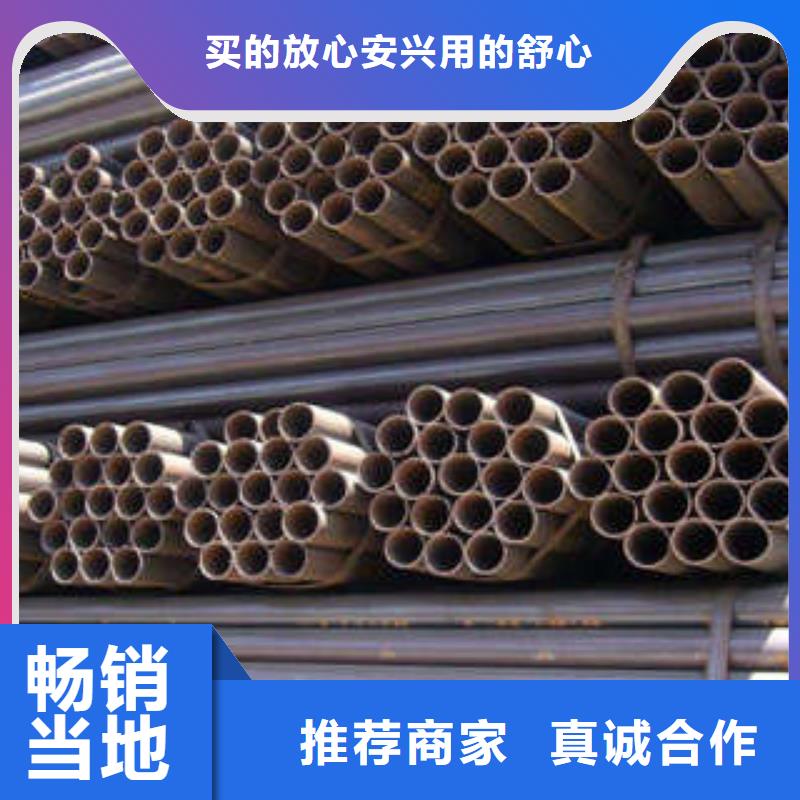
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。 镀锌钢管:为钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低。吹氧焊管:用作炼钢吹氧用管,一般用的焊接钢管,规格由3/8寸-2寸八种。用010、120或Q195-Q235钢带制成。 为防蚀,有的进行渗铝处理。电线套管:也就是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。公制焊管:规格用作无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。 公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。托辊管:用于带式输送机托辊电焊钢管,一般用Q21Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。

在使用焊剂时用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水份浸入制冷系统的危险。铜与铁的焊接可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。 如何才能使钢带或钢板焊接在一起哪,焊接的有哪些根据用途来分,焊接焊管有一般用途和高温高压用等,后者用的管子往往是特种合金钢,必须考虑和解决焊缝在焊接过程中产生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。 焊接焊管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接焊管采用的坯料是钢板或带钢。根据管壁厚薄来分,钢带等比较薄的材料制成的管子可以使用高频焊接,有些薄壁管可以用保护气体方法焊接;壁厚超过2mm的管材可以用手弧焊。 只要管子材料是高强度合金钢,包括耐温、耐压、耐磨、耐低温的合金钢钢管,都要在焊接工艺上着重落实防止由于焊接高温作业产生马氏体组织,出现裂缝的倾向,工艺上一般要求是,焊条要选择好,并且按要求焙烘发给?。


总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。



鸿顺管道科技有限公司成立以来,一直秉承着“合作共赢,共创未来”的服务宗旨,以“海纳百川,包容天下”的恢弘气魄和“立足创新,技术精炼”的追求精神,尽力尽情尽心的完善 青海黄南热镀锌钢管、钢塑复合管、衬塑复合管、涂塑钢管产品品质,以此提升公司的全方位服务满意度.



